Каталог Iscar токарный инструмент 2017 - страница 423
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017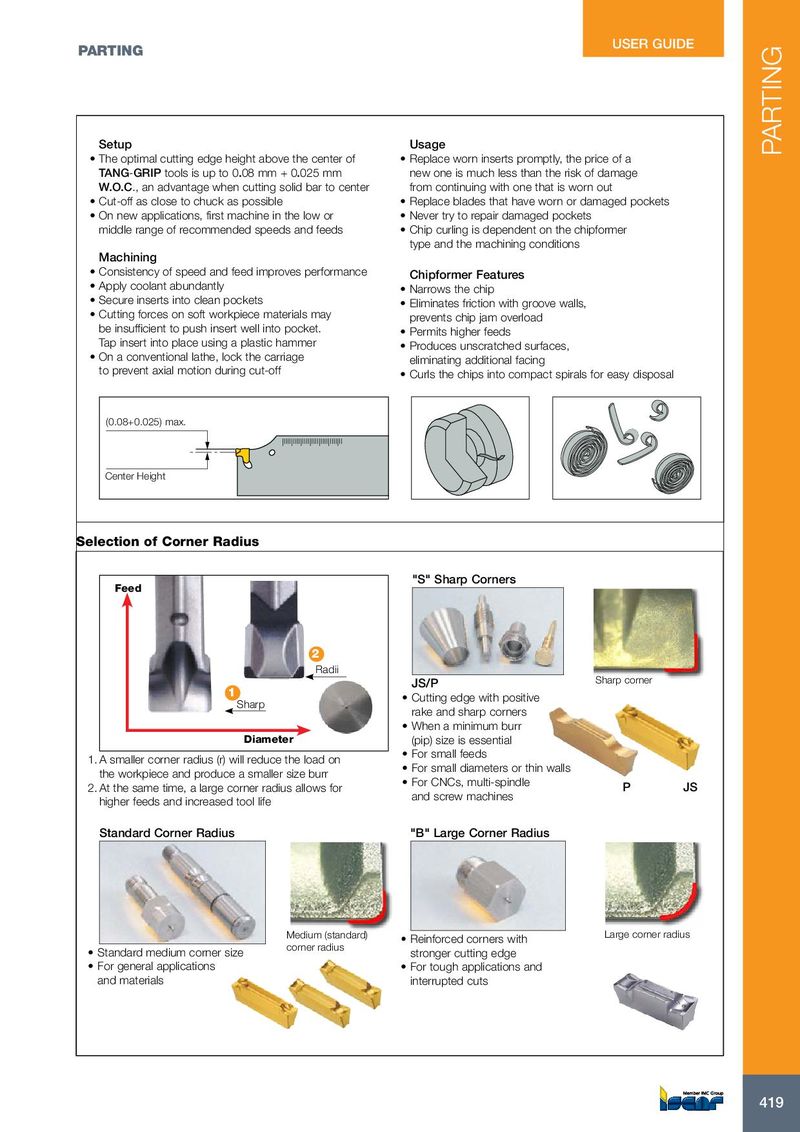
USER GUIDE PARTING Setup Usage PARTING • The optimal cutting edge height above the center of • Replace worn inserts promptly, the price of a TANG-GRIP tools is up to 0.08 mm + 0.025 mm new one is much less than the risk of damage W.O.C., an advantage when cutting solid bar to center from continuing with one that is worn out • Cut-off as close to chuck as possible • Replace blades that have worn or damaged pockets • On new applications, first machine in the low or • Never try to repair damaged pockets middle range of recommended speeds and feeds • Chip curling is dependent on the chipformer type and the machining conditions Machining • Consistency of speed and feed improves performance Chipformer Features • Apply coolant abundantly • Narrows the chip • Secure inserts into clean pockets • Eliminates friction with groove walls, • Cutting forces on soft workpiece materials may prevents chip jam overload be insufficient to push insert well into pocket. • Permits higher feeds Tap insert into place using a plastic hammer • Produces unscratched surfaces, • On a conventional lathe, lock the carriage eliminating additional facing to prevent axial motion during cut-off • Curls the chips into compact spirals for easy disposal (0.08+0.025) max. Center Height Selection of Corner Radius "S" Sharp Corners Feed 2 Radii Sharp corner JS/P 1 • Cutting edge with positive Sharp rake and sharp corners • When a minimum burr Diameter (pip) size is essential • For small feeds 1. A smaller corner radius (r) will reduce the load on • For small diameters or thin walls the workpiece and produce a smaller size burr • For CNCs, multi-spindle 2. At the same time, a large corner radius allows for P JS and screw machines higher feeds and increased tool life Standard Corner Radius "B" Large Corner Radius Medium (standard) Large corner radius • Reinforced corners with corner radius • Standard medium corner size stronger cutting edge • For general applications • For tough applications and and materials interrupted cuts 419 419