Каталог Iscar токарный инструмент 2017 - страница 417
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017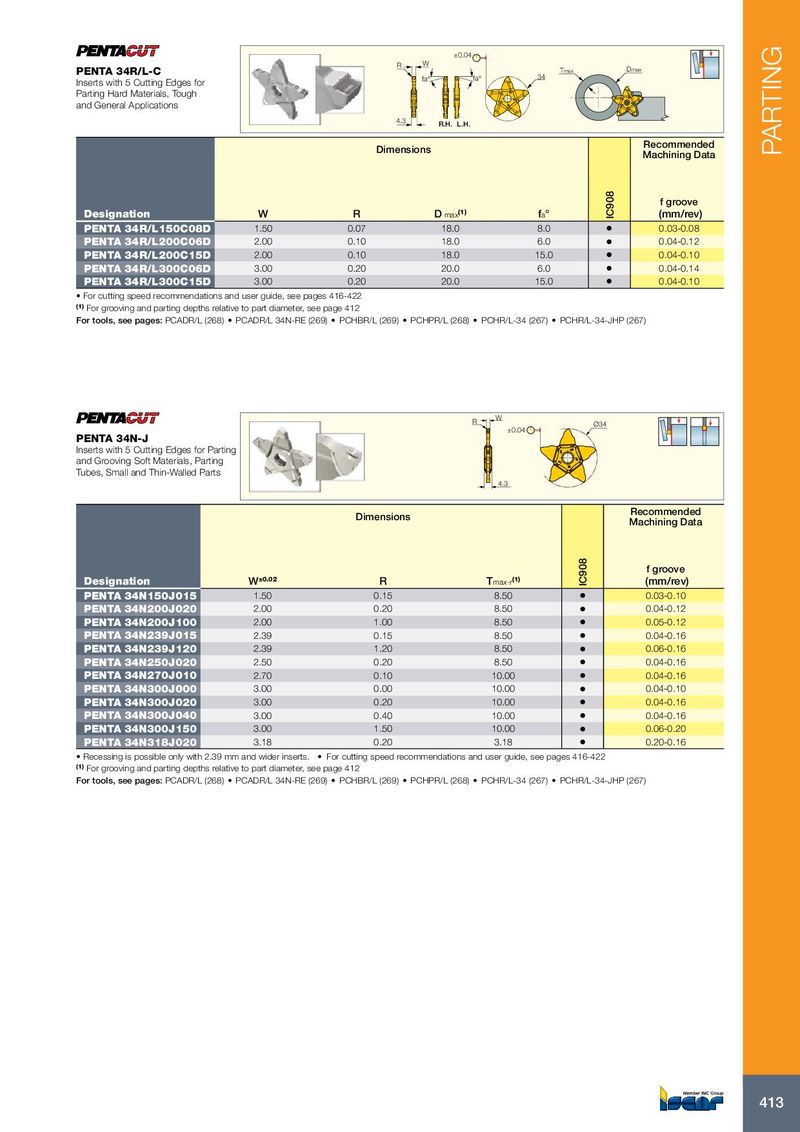
±0.04 R W PENTA 34R/L-C Tmax Dmax faº faº 34 Inserts with 5 Cutting Edges for Parting Hard Materials, Tough and General Applications 4.3 R.H. L.H. Recommended Dimensions Machining Data PARTING f groove Designation W R D max (1) f a ° IC908 (mm/rev) PENTA 34R/L150C08D 1.50 0.07 18.0 8.0 • 0.03-0.08 PENTA 34R/L200C06D 2.00 0.10 18.0 6.0 • 0.04-0.12 PENTA 34R/L200C15D 2.00 0.10 18.0 15.0 • 0.04-0.10 PENTA 34R/L300C06D 3.00 0.20 20.0 6.0 • 0.04-0.14 PENTA 34R/L300C15D 3.00 0.20 20.0 15.0 • 0.04-0.10 • For cutting speed recommendations and user guide, see pages 416-422 (1) For grooving and parting depths relative to part diameter, see page 412 For tools, see pages: PCADR/L (268) • PCADR/L 34N-RE (269) • PCHBR/L (269) • PCHPR/L (268) • PCHR/L-34 (267) • PCHR/L-34-JHP (267) W R Ø34 ±0.04 PENTA 34N-J Inserts with 5 Cutting Edges for Parting and Grooving Soft Materials, Parting Tubes, Small and Thin-Walled Parts 4.3 Recommended Dimensions Machining Data f groove Designation W ±0.02 R T max-r (1) IC908 (mm/rev) PENTA 34N150J015 1.50 0.15 8.50 • 0.03-0.10 PENTA 34N200J020 2.00 0.20 8.50 • 0.04-0.12 PENTA 34N200J100 2.00 1.00 8.50 • 0.05-0.12 PENTA 34N239J015 2.39 0.15 8.50 • 0.04-0.16 PENTA 34N239J120 2.39 1.20 8.50 • 0.06-0.16 PENTA 34N250J020 2.50 0.20 8.50 • 0.04-0.16 PENTA 34N270J010 2.70 0.10 10.00 • 0.04-0.16 PENTA 34N300J000 3.00 0.00 10.00 • 0.04-0.10 PENTA 34N300J020 3.00 0.20 10.00 • 0.04-0.16 PENTA 34N300J040 3.00 0.40 10.00 • 0.04-0.16 PENTA 34N300J150 3.00 1.50 10.00 • 0.06-0.20 PENTA 34N318J020 3.18 0.20 3.18 • 0.20-0.16 • Recessing is possible only with 2.39 mm and wider inserts. • For cutting speed recommendations and user guide, see pages 416-422 (1) For grooving and parting depths relative to part diameter, see page 412 For tools, see pages: PCADR/L (268) • PCADR/L 34N-RE (269) • PCHBR/L (269) • PCHPR/L (268) • PCHR/L-34 (267) • PCHR/L-34-JHP (267) 413