Каталог Iscar токарный инструмент 2017 - страница 390
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017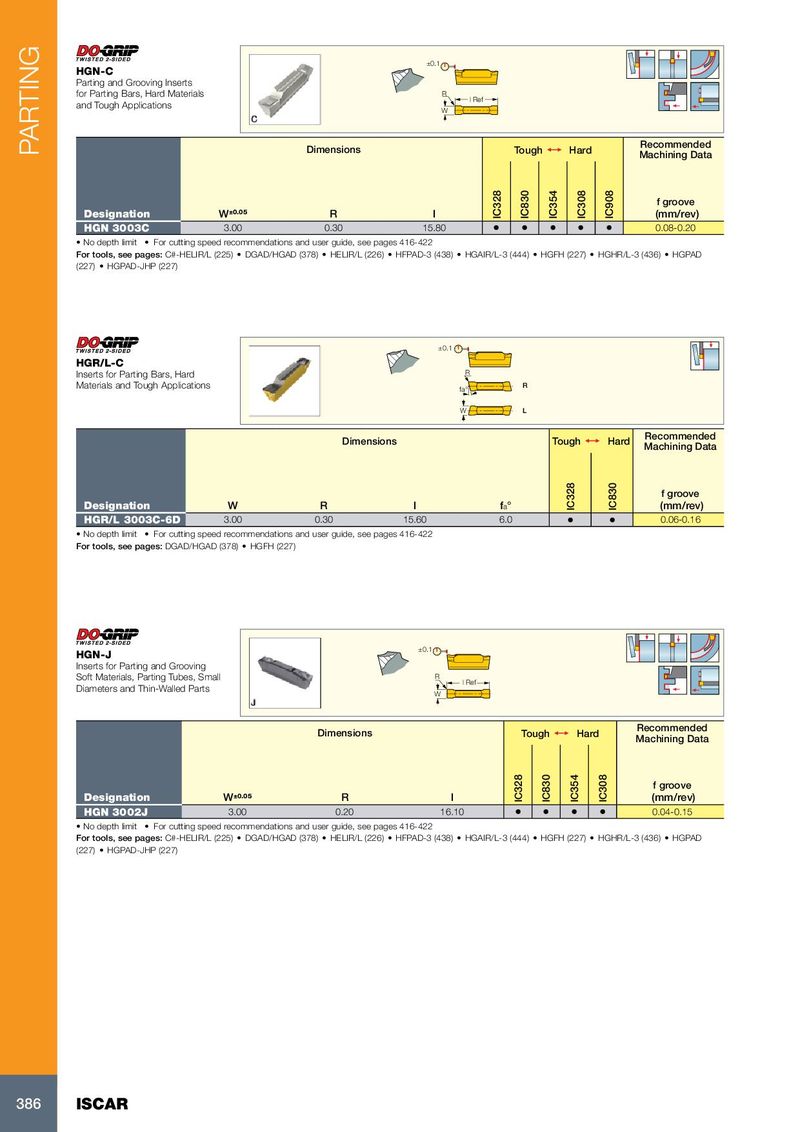
±0.1 HGN-C Parting and Grooving Inserts for Parting Bars, Hard Materials R l Ref and Tough Applications W Recommended PARTING Dimensions Tough 1 Hard Machining Data f groove Designation W ±0.05 R l IC328 IC830 IC354 IC308 IC908 (mm/rev) HGN 3003C 3.00 0.30 15.80 • • • • • 0.08-0.20 • No depth limit • For cutting speed recommendations and user guide, see pages 416-422 For tools, see pages: C#-HELIR/L (225) • DGAD/HGAD (378) • HELIR/L (226) • HFPAD-3 (438) • HGAIR/L-3 (444) • HGFH (227) • HGHR/L-3 (436) • HGPAD (227) • HGPAD-JHP (227) ±0.1 HGR/L-C Inserts for Parting Bars, Hard R Materials and Tough Applications R fa° W L Recommended Dimensions Tough 1 Hard Machining Data f groove Designation W R l f a ° IC328 IC830 (mm/rev) HGR/L 3003C-6D 3.00 0.30 15.60 6.0 • • 0.06-0.16 • No depth limit • For cutting speed recommendations and user guide, see pages 416-422 For tools, see pages: DGAD/HGAD (378) • HGFH (227) ±0.1 HGN-J Inserts for Parting and Grooving Soft Materials, Parting Tubes, Small R l Ref Diameters and Thin-Walled Parts W Recommended Dimensions Tough 1 Hard Machining Data f groove Designation W ±0.05 R l IC328 IC830 IC354 IC308 (mm/rev) HGN 3002J 3.00 0.20 16.10 • • • • 0.04-0.15 • No depth limit • For cutting speed recommendations and user guide, see pages 416-422 For tools, see pages: C#-HELIR/L (225) • DGAD/HGAD (378) • HELIR/L (226) • HFPAD-3 (438) • HGAIR/L-3 (444) • HGFH (227) • HGHR/L-3 (436) • HGPAD (227) • HGPAD-JHP (227) 386 ISCAR