Каталог Iscar токарный инструмент 2017 - страница 384
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017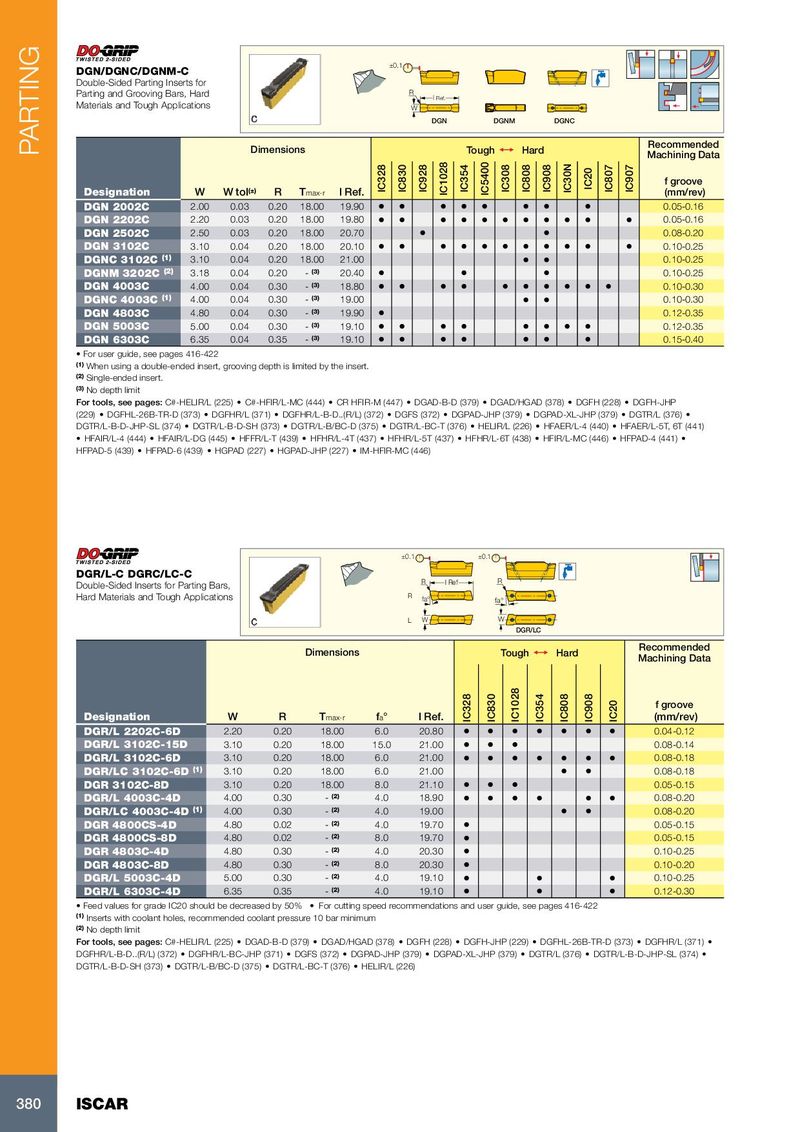
±0.1 DGN/DGNC/DGNM-C Double-Sided Parting Inserts for Parting and Grooving Bars, Hard R l Ref. Materials and Tough Applications W DGN DGNM DGNC Recommended PARTING Dimensions Tough 1 Hard Machining Data f groove Designation W W tol (±) R T max-r l Ref. IC328 IC830 IC928 IC1028 IC354 IC5400 IC308 IC808 IC908 IC30N IC20 IC807 IC907 (mm/rev) DGN 2002C 2.00 0.03 0.20 18.00 19.90 • • • • • • • • 0.05-0.16 DGN 2202C 2.20 0.03 0.20 18.00 19.80 • • • • • • • • • • • 0.05-0.16 DGN 2502C 2.50 0.03 0.20 18.00 20.70 • • 0.08-0.20 DGN 3102C 3.10 0.04 0.20 18.00 20.10 • • • • • • • • • • • 0.10-0.25 DGNC 3102C (1) 3.10 0.04 0.20 18.00 21.00 • • 0.10-0.25 DGNM 3202C (2) 3.18 0.04 0.20 - (3) 20.40 • • • 0.10-0.25 DGN 4003C 4.00 0.04 0.30 - (3) 18.80 • • • • • • • • • • 0.10-0.30 DGNC 4003C (1) 4.00 0.04 0.30 - (3) 19.00 • • 0.10-0.30 DGN 4803C 4.80 0.04 0.30 - (3) 19.90 • 0.12-0.35 DGN 5003C 5.00 0.04 0.30 - (3) 19.10 • • • • • • • • 0.12-0.35 DGN 6303C 6.35 0.04 0.35 - (3) 19.10 • • • • • • • 0.15-0.40 • For user guide, see pages 416-422 (1) When using a double-ended insert, grooving depth is limited by the insert. (2) Single-ended insert. (3) No depth limit For tools, see pages: C#-HELIR/L (225) • C#-HFIR/L-MC (444) • CR HFIR-M (447) • DGAD-B-D (379) • DGAD/HGAD (378) • DGFH (228) • DGFH-JHP (229) • DGFHL-26B-TR-D (373) • DGFHR/L (371) • DGFHR/L-B-D..(R/L) (372) • DGFS (372) • DGPAD-JHP (379) • DGPAD-XL-JHP (379) • DGTR/L (376) • DGTR/L-B-D-JHP-SL (374) • DGTR/L-B-D-SH (373) • DGTR/L-B/BC-D (375) • DGTR/L-BC-T (376) • HELIR/L (226) • HFAER/L-4 (440) • HFAER/L-5T, 6T (441) • HFAIR/L-4 (444) • HFAIR/L-DG (445) • HFFR/L-T (439) • HFHR/L-4T (437) • HFHR/L-5T (437) • HFHR/L-6T (438) • HFIR/L-MC (446) • HFPAD-4 (441) • HFPAD-5 (439) • HFPAD-6 (439) • HGPAD (227) • HGPAD-JHP (227) • IM-HFIR-MC (446) ±0.1 ±0.1 DGR/L-C DGRC/LC-C R Double-Sided Inserts for Parting Bars, l Ref R Hard Materials and Tough Applications R fa° fa° L W W DGR/LC Recommended Dimensions Tough 1 Hard Machining Data f groove Designation W R T max-r f a ° l Ref. IC328 IC830 IC1028 IC354 IC808 IC908 IC20 (mm/rev) DGR/L 2202C-6D 2.20 0.20 18.00 6.0 20.80 • • • • • • • 0.04-0.12 DGR/L 3102C-15D 3.10 0.20 18.00 15.0 21.00 • • • 0.08-0.14 DGR/L 3102C-6D 3.10 0.20 18.00 6.0 21.00 • • • • • • • 0.08-0.18 DGR/LC 3102C-6D (1) 3.10 0.20 18.00 6.0 21.00 • • 0.08-0.18 DGR 3102C-8D 3.10 0.20 18.00 8.0 21.10 • • • 0.05-0.15 DGR/L 4003C-4D 4.00 0.30 - (2) 4.0 18.90 • • • • • • 0.08-0.20 DGR/LC 4003C-4D (1) 4.00 0.30 - (2) 4.0 19.00 • • 0.08-0.20 DGR 4800CS-4D 4.80 0.02 - (2) 4.0 19.70 • 0.05-0.15 DGR 4800CS-8D 4.80 0.02 - (2) 8.0 19.70 • 0.05-0.15 DGR 4803C-4D 4.80 0.30 - (2) 4.0 20.30 • 0.10-0.25 DGR 4803C-8D 4.80 0.30 - (2) 8.0 20.30 • 0.10-0.20 DGR/L 5003C-4D 5.00 0.30 - (2) 4.0 19.10 • • • 0.10-0.25 DGR/L 6303C-4D 6.35 0.35 - (2) 4.0 19.10 • • • 0.12-0.30 • Feed values for grade IC20 should be decreased by 50% • For cutting speed recommendations and user guide, see pages 416-422 (1) Inserts with coolant holes, recommended coolant pressure 10 bar minimum (2) No depth limit For tools, see pages: C#-HELIR/L (225) • DGAD-B-D (379) • DGAD/HGAD (378) • DGFH (228) • DGFH-JHP (229) • DGFHL-26B-TR-D (373) • DGFHR/L (371) • DGFHR/L-B-D..(R/L) (372) • DGFHR/L-BC-JHP (371) • DGFS (372) • DGPAD-JHP (379) • DGPAD-XL-JHP (379) • DGTR/L (376) • DGTR/L-B-D-JHP-SL (374) • DGTR/L-B-D-SH (373) • DGTR/L-B/BC-D (375) • DGTR/L-BC-T (376) • HELIR/L (226) 380 ISCAR