Каталог Iscar токарный инструмент 2017 - страница 362
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017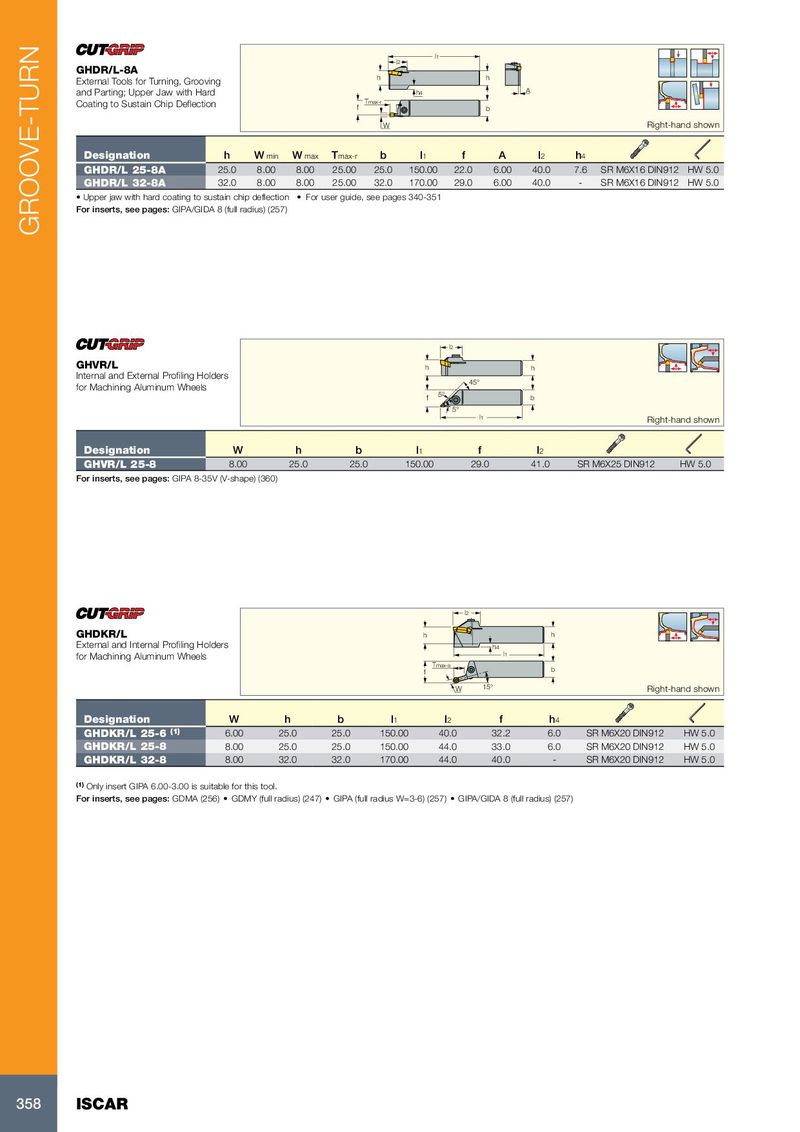
l 1 l 2 GHDR/L-8A h h External Tools for Turning, Grooving and Parting; Upper Jaw with Hard h 4 A Coating to Sustain Chip Deflection Tmax-r f b W Right-hand shown Designation h W min W max T max-r b l 1 f A l 2 h 4 GHDR/L 25-8A 25.0 8.00 8.00 25.00 25.0 150.00 22.0 6.00 40.0 7.6 SR M6X16 DIN912 HW 5.0 GHDR/L 32-8A 32.0 8.00 8.00 25.00 32.0 170.00 29.0 6.00 40.0 - SR M6X16 DIN912 HW 5.0 • Upper jaw with hard coating to sustain chip deflection • For user guide, see pages 340-351 For inserts, see pages: GIPA/GIDA 8 (full radius) (257) GROOVE-TURN l2 GHVR/L h h Internal and External Profiling Holders 45° for Machining Aluminum Wheels f 5° b 5° l1 Right-hand shown Designation W h b l 1 f l 2 GHVR/L 25-8 8.00 25.0 25.0 150.00 29.0 41.0 SR M6X25 DIN912 HW 5.0 For inserts, see pages: GIPA 8-35V (V-shape) (360) l2 GHDKR/L h h External and Internal Profiling Holders h4 for Machining Aluminum Wheels l1 Tmax-a f b W 15° Right-hand shown Designation W h b l 1 l 2 f h 4 GHDKR/L 25-6 (1) 6.00 25.0 25.0 150.00 40.0 32.2 6.0 SR M6X20 DIN912 HW 5.0 GHDKR/L 25-8 8.00 25.0 25.0 150.00 44.0 33.0 6.0 SR M6X20 DIN912 HW 5.0 GHDKR/L 32-8 8.00 32.0 32.0 170.00 44.0 40.0 - SR M6X20 DIN912 HW 5.0 (1) Only insert GIPA 6.00-3.00 is suitable for this tool. For inserts, see pages: GDMA (256) • GDMY (full radius) (247) • GIPA (full radius W=3-6) (257) • GIPA/GIDA 8 (full radius) (257) 358 ISCAR