Каталог Iscar токарный инструмент 2017 - страница 338
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017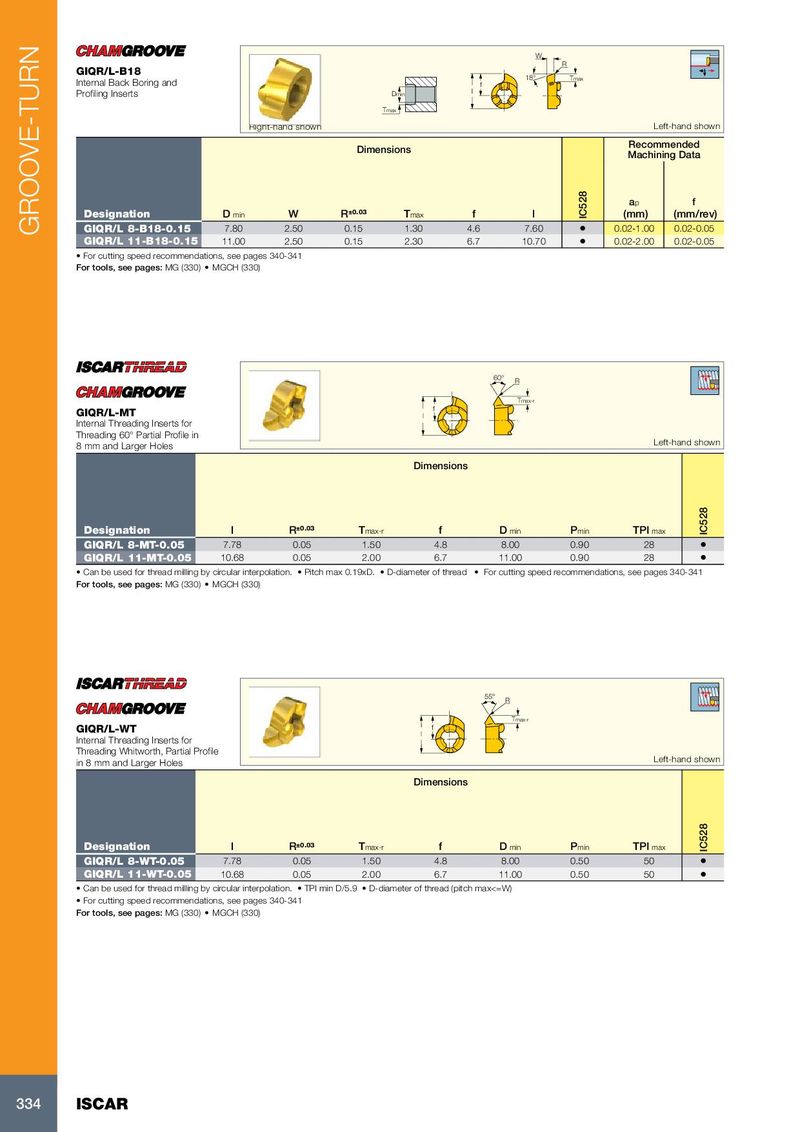
W R GIQR/L-B18 18° Tmax Internal Back Boring and f Profiling Inserts Dmin l Tmax Right-hand shown Left-hand shown Recommended Dimensions Machining Data a p f Designation D min W R ±0.03 T max f l IC528 (mm) (mm/rev) 1.30 4.6 7.60 GROOVE-TURN GIQR/L 8-B18-0.15 7.80 2.50 0.15 • 0.02-1.00 0.02-0.05 GIQR/L 11-B18-0.15 11.00 2.50 0.15 2.30 6.7 10.70 • 0.02-2.00 0.02-0.05 • For cutting speed recommendations, see pages 340-341 For tools, see pages: MG (330) • MGCH (330) 60° R Tmax-r f GIQR/L-MT l Internal Threading Inserts for Threading 60° Partial Profile in Left-hand shown 8 mm and Larger Holes Dimensions Designation l R ±0.03 T max-r f D min P min TPI max IC528 GIQR/L 8-MT-0.05 7.78 0.05 1.50 4.8 8.00 0.90 28 • GIQR/L 11-MT-0.05 10.68 0.05 2.00 6.7 11.00 0.90 28 • • Can be used for thread milling by circular interpolation. • Pitch max 0.19xD. • D-diameter of thread • For cutting speed recommendations, see pages 340-341 For tools, see pages: MG (330) • MGCH (330) 55° R Tmax-r GIQR/L-WT f l Internal Threading Inserts for Threading Whitworth, Partial Profile Left-hand shown in 8 mm and Larger Holes Dimensions Designation l R ±0.03 T max-r f D min P min TPI max IC528 GIQR/L 8-WT-0.05 7.78 0.05 1.50 4.8 8.00 0.50 50 • GIQR/L 11-WT-0.05 10.68 0.05 2.00 6.7 11.00 0.50 50 • • Can be used for thread milling by circular interpolation. • TPI min D/5.9 • D-diameter of thread (pitch max<=W) • For cutting speed recommendations, see pages 340-341 For tools, see pages: MG (330) • MGCH (330) 334 ISCAR