Каталог Iscar токарный инструмент 2017 - страница 253
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017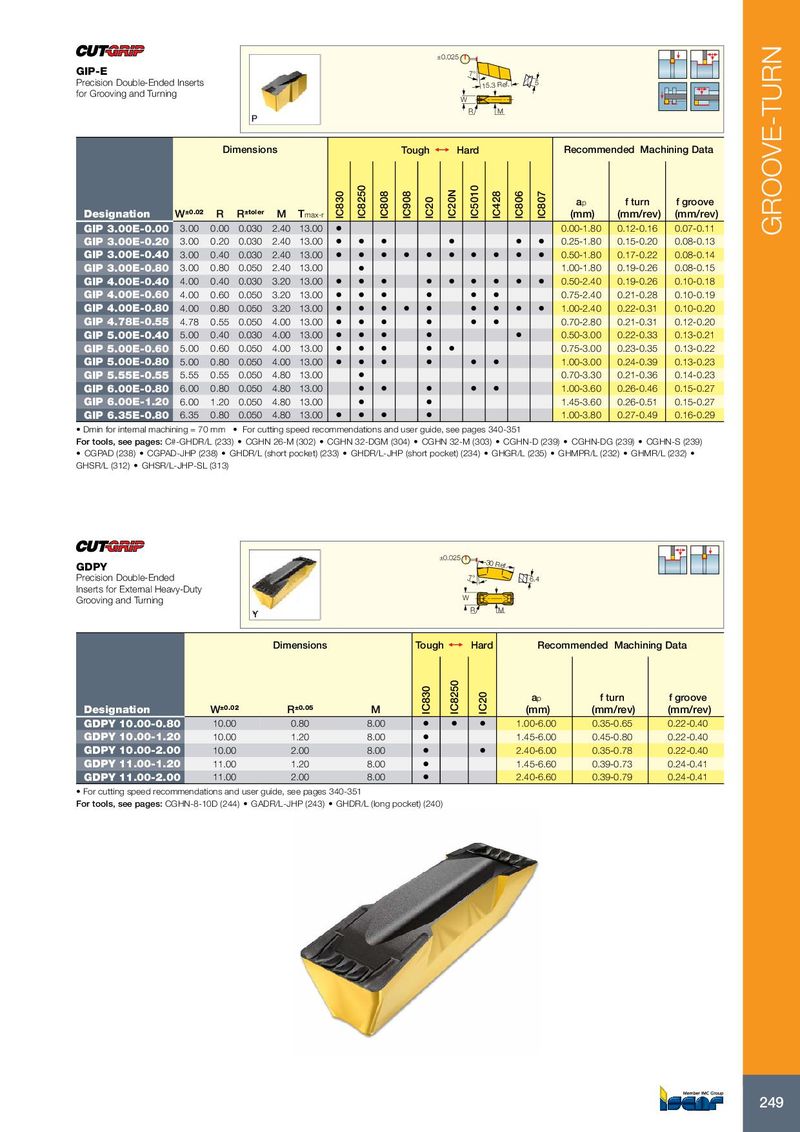
±0.025 GIP-E 7° Precision Double-Ended Inserts 15.3 Ref. 5 for Grooving and Turning W R M Dimensions Tough 1 Hard Recommended Machining Data a p f turn f groove Designation W ±0.02 R R ±toler M T max-r IC830 IC8250 IC808 IC908 IC20 IC20N IC5010 IC428 IC806 IC807 (mm) (mm/rev) (mm/rev) GIP 3.00E-0.00 3.00 0.00 0.030 2.40 13.00 • 0.00-1.80 0.12-0.16 0.07-0.11 GROOVE-TURN GIP 3.00E-0.20 3.00 0.20 0.030 2.40 13.00 • • • • • • 0.25-1.80 0.15-0.20 0.08-0.13 GIP 3.00E-0.40 3.00 0.40 0.030 2.40 13.00 • • • • • • • • • • 0.50-1.80 0.17-0.22 0.08-0.14 GIP 3.00E-0.80 3.00 0.80 0.050 2.40 13.00 • 1.00-1.80 0.19-0.26 0.08-0.15 GIP 4.00E-0.40 4.00 0.40 0.030 3.20 13.00 • • • • • • • • • 0.50-2.40 0.19-0.26 0.10-0.18 GIP 4.00E-0.60 4.00 0.60 0.050 3.20 13.00 • • • • • • 0.75-2.40 0.21-0.28 0.10-0.19 GIP 4.00E-0.80 4.00 0.80 0.050 3.20 13.00 • • • • • • • • • 1.00-2.40 0.22-0.31 0.10-0.20 GIP 4.78E-0.55 4.78 0.55 0.050 4.00 13.00 • • • • • • 0.70-2.80 0.21-0.31 0.12-0.20 GIP 5.00E-0.40 5.00 0.40 0.030 4.00 13.00 • • • • • 0.50-3.00 0.22-0.33 0.13-0.21 GIP 5.00E-0.60 5.00 0.60 0.050 4.00 13.00 • • • • • 0.75-3.00 0.23-0.35 0.13-0.22 GIP 5.00E-0.80 5.00 0.80 0.050 4.00 13.00 • • • • • • 1.00-3.00 0.24-0.39 0.13-0.23 GIP 5.55E-0.55 5.55 0.55 0.050 4.80 13.00 • 0.70-3.30 0.21-0.36 0.14-0.23 GIP 6.00E-0.80 6.00 0.80 0.050 4.80 13.00 • • • • • 1.00-3.60 0.26-0.46 0.15-0.27 GIP 6.00E-1.20 6.00 1.20 0.050 4.80 13.00 • • 1.45-3.60 0.26-0.51 0.15-0.27 GIP 6.35E-0.80 6.35 0.80 0.050 4.80 13.00 • • • • 1.00-3.80 0.27-0.49 0.16-0.29 • Dmin for internal machining = 70 mm • For cutting speed recommendations and user guide, see pages 340-351 For tools, see pages: C#-GHDR/L (233) • CGHN 26-M (302) • CGHN 32-DGM (304) • CGHN 32-M (303) • CGHN-D (239) • CGHN-DG (239) • CGHN-S (239) • CGPAD (238) • CGPAD-JHP (238) • GHDR/L (short pocket) (233) • GHDR/L-JHP (short pocket) (234) • GHGR/L (235) • GHMPR/L (232) • GHMR/L (232) • GHSR/L (312) • GHSR/L-JHP-SL (313) ±0.025 30 Ref. GDPY Precision Double-Ended 7° 6.4 Inserts for External Heavy-Duty Grooving and Turning W R M Dimensions Tough 1 Hard Recommended Machining Data a p f turn f groove Designation W ±0.02 R ±0.05 M IC830 IC8250 IC20 (mm) (mm/rev) (mm/rev) GDPY 10.00-0.80 10.00 0.80 8.00 • • • 1.00-6.00 0.35-0.65 0.22-0.40 GDPY 10.00-1.20 10.00 1.20 8.00 • 1.45-6.00 0.45-0.80 0.22-0.40 GDPY 10.00-2.00 10.00 2.00 8.00 • • 2.40-6.00 0.35-0.78 0.22-0.40 GDPY 11.00-1.20 11.00 1.20 8.00 • 1.45-6.60 0.39-0.73 0.24-0.41 GDPY 11.00-2.00 11.00 2.00 8.00 • 2.40-6.60 0.39-0.79 0.24-0.41 • For cutting speed recommendations and user guide, see pages 340-351 For tools, see pages: CGHN-8-10D (244) • GADR/L-JHP (243) • GHDR/L (long pocket) (240) 249