Каталог Iscar токарный инструмент 2017 - страница 179
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017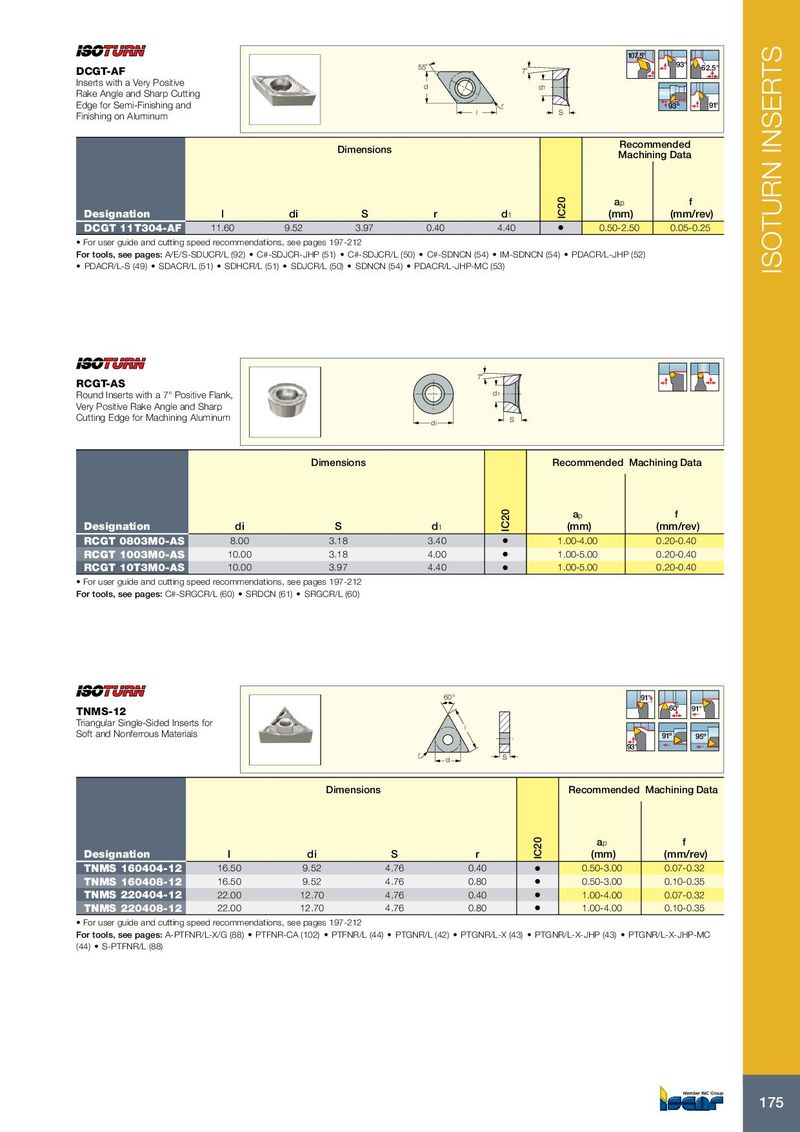
107.5° 55˚ 93° DCGT-AF 7˚ 62.5° Inserts with a Very Positive d d 1 Rake Angle and Sharp Cutting Edge for Semi-Finishing and r 93º 91° l S Finishing on Aluminum Recommended Dimensions Machining Data a p f Designation l di S r d 1 IC20 (mm) (mm/rev) DCGT 11T304-AF 11.60 9.52 3.97 0.40 4.40 • 0.50-2.50 0.05-0.25 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/E/S-SDUCR/L (92) • C#-SDJCR-JHP (51) • C#-SDJCR/L (50) • C#-SDNCN (54) • IM-SDNCN (54) • PDACR/L-JHP (52) • PDACR/L-S (49) • SDACR/L (51) • SDHCR/L (51) • SDJCR/L (50) • SDNCN (54) • PDACR/L-JHP-MC (53) ISOTURN INSERTS 7˚ RCGT-AS Round Inserts with a 7° Positive Flank, d 1 Very Positive Rake Angle and Sharp Cutting Edge for Machining Aluminum di S Dimensions Recommended Machining Data a p f Designation di S d 1 IC20 (mm) (mm/rev) RCGT 0803M0-AS 8.00 3.18 3.40 • 1.00-4.00 0.20-0.40 RCGT 1003M0-AS 10.00 3.18 4.00 • 1.00-5.00 0.20-0.40 RCGT 10T3M0-AS 10.00 3.97 4.40 • 1.00-5.00 0.20-0.40 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: C#-SRGCR/L (60) • SRDCN (61) • SRGCR/L (60) 60° 91° 60° 91° TNMS-12 Triangular Single-Sided Inserts for l Soft and Nonferrous Materials 91º 95º 93° r d S Dimensions Recommended Machining Data a p f Designation l di S r IC20 (mm) (mm/rev) TNMS 160404-12 16.50 9.52 4.76 0.40 • 0.50-3.00 0.07-0.32 TNMS 160408-12 16.50 9.52 4.76 0.80 • 0.50-3.00 0.10-0.35 TNMS 220404-12 22.00 12.70 4.76 0.40 • 1.00-4.00 0.07-0.32 TNMS 220408-12 22.00 12.70 4.76 0.80 • 1.00-4.00 0.10-0.35 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A-PTFNR/L-X/G (88) • PTFNR-CA (102) • PTFNR/L (44) • PTGNR/L (42) • PTGNR/L-X (43) • PTGNR/L-X-JHP (43) • PTGNR/L-X-JHP-MC (44) • S-PTFNR/L (88) 175