Каталог Iscar токарный инструмент 2017 - страница 177
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017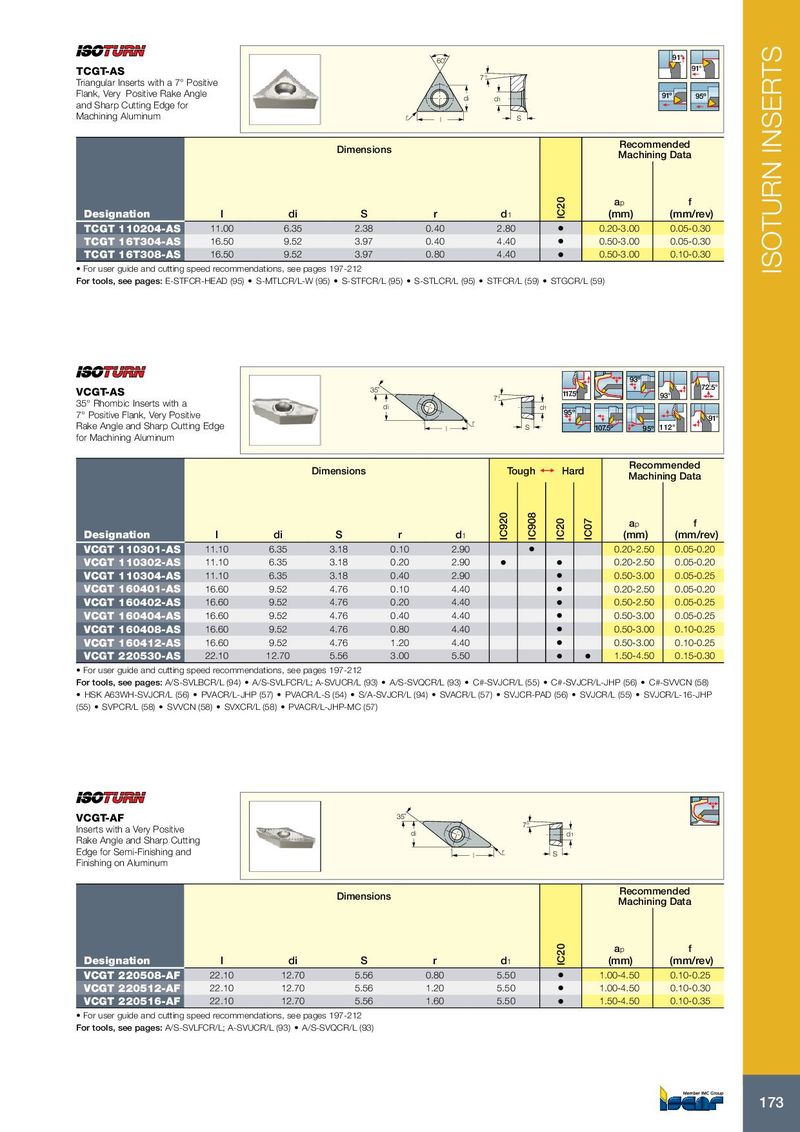
60˚ 91° 91° TCGT-AS 7° Triangular Inserts with a 7° Positive Flank, Very Positive Rake Angle di d 1 91º 95º and Sharp Cutting Edge for Machining Aluminum r l S Recommended Dimensions Machining Data a p f Designation l di S r d 1 IC20 (mm) (mm/rev) TCGT 110204-AS 11.00 6.35 2.38 0.40 2.80 • 0.20-3.00 0.05-0.30 TCGT 16T304-AS 16.50 9.52 3.97 0.40 4.40 • 0.50-3.00 0.05-0.30 TCGT 16T308-AS 16.50 9.52 3.97 0.80 4.40 • 0.50-3.00 0.10-0.30 • For user guide and cutting speed recommendations, see pages 197-212 ISOTURN INSERTS For tools, see pages: E-STFCR-HEAD (95) • S-MTLCR/L-W (95) • S-STFCR/L (95) • S-STLCR/L (95) • STFCR/L (59) • STGCR/L (59) 93º VCGT-AS 35˚ 72.5° 117.5° 7° 93° 35° Rhombic Inserts with a di d 1 7° Positive Flank, Very Positive 95º 91° r Rake Angle and Sharp Cutting Edge l S 107.5º 95º 112° for Machining Aluminum Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r d 1 IC920 IC908 IC20 IC07 (mm) (mm/rev) VCGT 110301-AS 11.10 6.35 3.18 0.10 2.90 • 0.20-2.50 0.05-0.20 VCGT 110302-AS 11.10 6.35 3.18 0.20 2.90 • • 0.20-2.50 0.05-0.20 VCGT 110304-AS 11.10 6.35 3.18 0.40 2.90 • 0.50-3.00 0.05-0.25 VCGT 160401-AS 16.60 9.52 4.76 0.10 4.40 • 0.20-2.50 0.05-0.20 VCGT 160402-AS 16.60 9.52 4.76 0.20 4.40 • 0.50-2.50 0.05-0.25 VCGT 160404-AS 16.60 9.52 4.76 0.40 4.40 • 0.50-3.00 0.05-0.25 VCGT 160408-AS 16.60 9.52 4.76 0.80 4.40 • 0.50-3.00 0.10-0.25 VCGT 160412-AS 16.60 9.52 4.76 1.20 4.40 • 0.50-3.00 0.10-0.25 VCGT 220530-AS 22.10 12.70 5.56 3.00 5.50 • • 1.50-4.50 0.15-0.30 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/S-SVLBCR/L (94) • A/S-SVLFCR/L; A-SVUCR/L (93) • A/S-SVQCR/L (93) • C#-SVJCR/L (55) • C#-SVJCR/L-JHP (56) • C#-SVVCN (58) • HSK A63WH-SVJCR/L (56) • PVACR/L-JHP (57) • PVACR/L-S (54) • S/A-SVJCR/L (94) • SVACR/L (57) • SVJCR-PAD (56) • SVJCR/L (55) • SVJCR/L-16-JHP (55) • SVPCR/L (58) • SVVCN (58) • SVXCR/L (58) • PVACR/L-JHP-MC (57) VCGT-AF 35˚ 7° Inserts with a Very Positive di d 1 Rake Angle and Sharp Cutting Edge for Semi-Finishing and r l S Finishing on Aluminum Recommended Dimensions Machining Data a p f Designation l di S r d 1 IC20 (mm) (mm/rev) VCGT 220508-AF 22.10 12.70 5.56 0.80 5.50 • 1.00-4.50 0.10-0.25 VCGT 220512-AF 22.10 12.70 5.56 1.20 5.50 • 1.00-4.50 0.10-0.30 VCGT 220516-AF 22.10 12.70 5.56 1.60 5.50 • 1.50-4.50 0.10-0.35 • For user guide and cutting speed recommendations, see pages 197-212 For tools, see pages: A/S-SVLFCR/L; A-SVUCR/L (93) • A/S-SVQCR/L (93) 173