Каталог Iscar резьбонарезные фрезы - страница 121
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar инструментальные блоки
Каталог Iscar инструментальные блоки Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master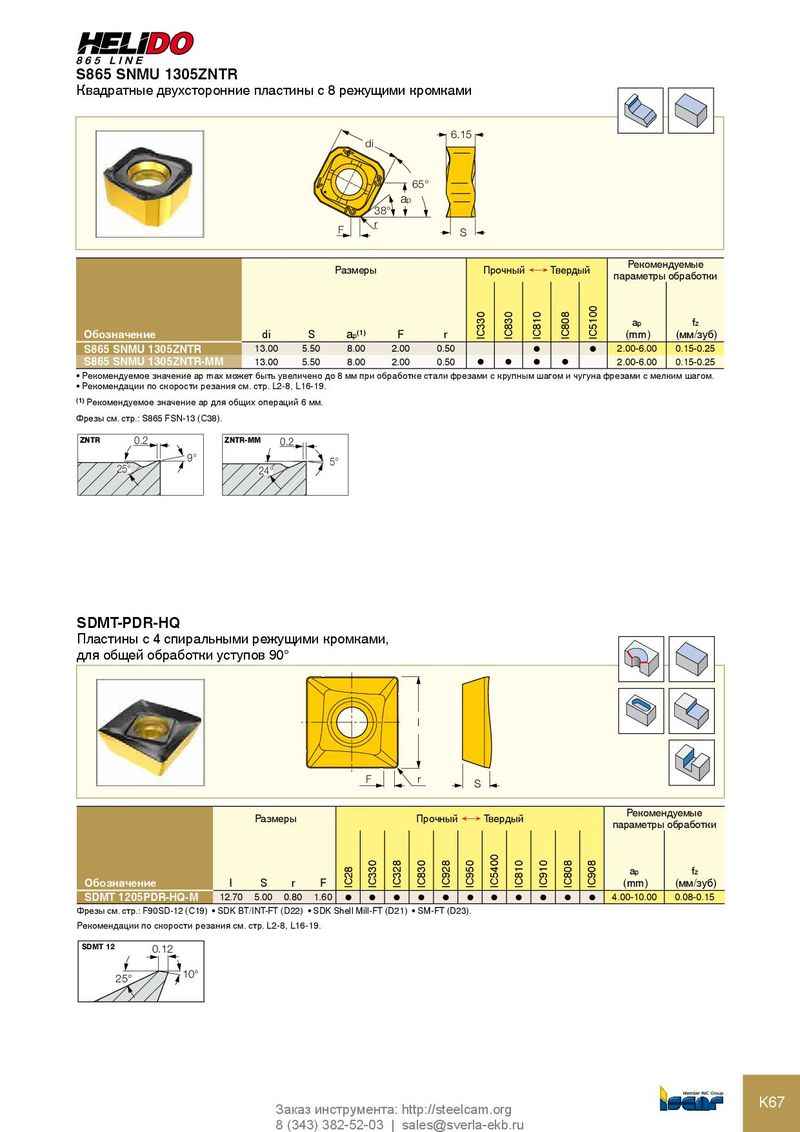
S865 SNMU 1305ZNTR Квадратные двухсторонние пластины с 8 режущими кромками 6.15 di 65° ap 38° r F S Рекомендуемые Размеры Прочный Ö Твердый параметры обработки a p f z Обозначение di S a p (1) F r IC330 IC830 IC810 IC808 IC5100 (mm) (мм/зуб) S865 SNMU 1305ZNTR 13.00 5.50 8.00 2.00 0.50 l l 2.00-6.00 0.15-0.25 S865 SNMU 1305ZNTR-MM 13.00 5.50 8.00 2.00 0.50 l l l l 2.00-6.00 0.15-0.25 • Рекомендуемое значение ap max может быть увеличено до 8 мм при обработке стали фрезами с крупным шагом и чугуна фрезами с мелким шагом. • Рекомендации по скорости резания см. стр. L2-8, L16-19. (1) Рекомендуемое значение ap для общих операций 6 мм. Фрезы см. стр.: S865 FSN-13 (C38). ZNTR 0.2 ZNTR-MM 0.2 9° 5° 25° 24° SDMT-PDR-HQ Пластины с 4 спиральными режущими кромками, для общей обработки уступов 90° l F r S Рекомендуемые Размеры Прочный Ö Твердый параметры обработки a p f z Обозначение l S r F IC28 IC330 IC328 IC830 IC928 IC950 IC5400 IC810 IC910 IC808 IC908 (mm) (мм/зуб) SDMT 1205PDR-HQ-M 12.70 5.00 0.80 1.60 l l l l l l l l l l l 4.00-10.00 0.08-0.15 Фрезы см. стр.: F90SD-12 (C19) • SDK BT/INT-FT (D22) • SDK Shell Mill-FT (D21) • SM-FT (D23). Рекомендации по скорости резания см. стр. L2-8, L16-19. SDMT 12 0.12 10° 25° K67 Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru