Каталог Iscar решения для глубокого сверления - страница 93
Навигация
 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022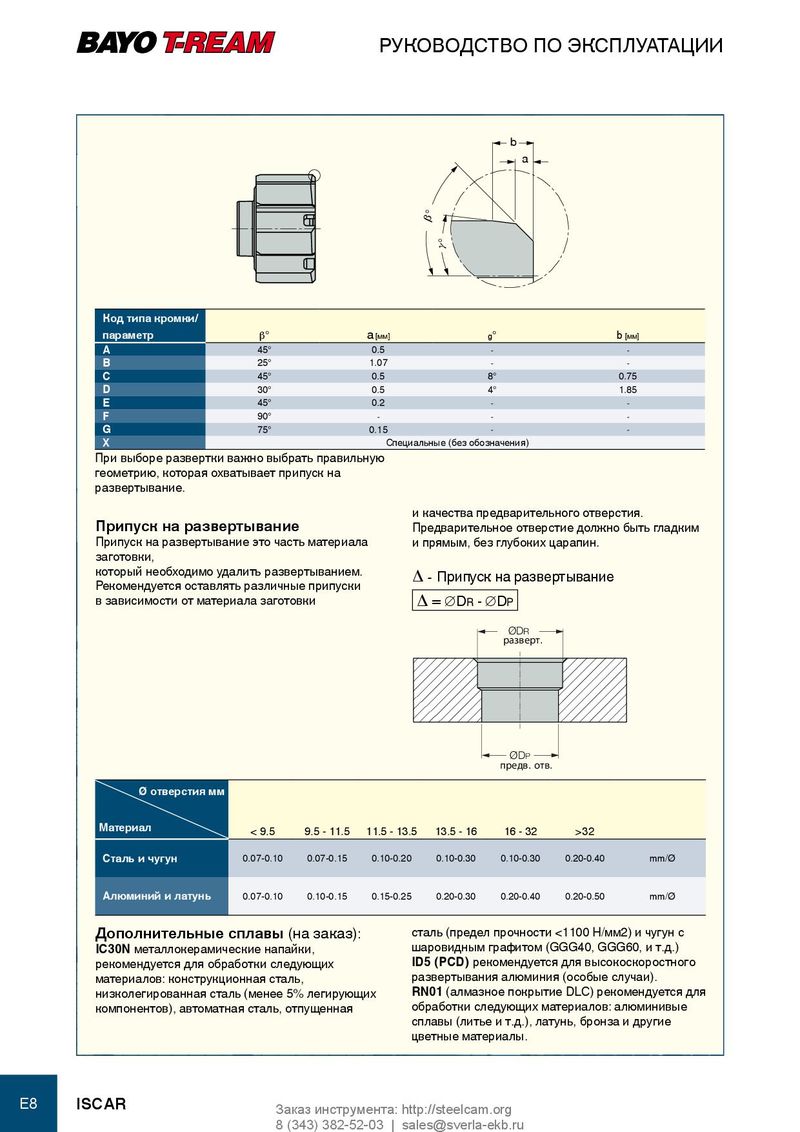
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ b a β° γ° код типа кромки/ параметр β° a [мм] g° b [мм] A 45° 0.5 ־ ־ B 25° 1.07 ־ ־ C 45° 0.5 8° 0.75 D 30° 0.5 4° 1.85 E 45° 0.2 ־ ־ F 90° ־ ־ ־ G 75° 0.15 ־ ־ X Специальные (без обозначения) При выборе развертки важно выбрать правильную геометрию, которая охватывает припуск на развертывание. и качества предварительного отверстия. Припуск на развертывание Предварительное отверстие должно быть гладким Припуск на развертывание это часть материала и прямым, без глубоких царапин. заготовки, который необходимо удалить развертыванием. Δ - Припуск на развертывание Рекомендуется оставлять различные припуски в зависимости от материала заготовки Δ = ∅DR - ∅DP ØDR разверт. ØDP предв. отв. Ø отверстия мм Материал < 9.5 9.5 - 11.5 11.5 - 13.5 13.5 - 16 16 - 32 >32 Сталь и чугун 0.07-0.10 0.07-0.15 0.10-0.20 0.10-0.30 0.10-0.30 0.20-0.40 mm/Ø алюминий и латунь 0.07-0.10 0.10-0.15 0.15-0.25 0.20-0.30 0.20-0.40 0.20-0.50 mm/Ø Дополнительные сплавы (на заказ): сталь (предел прочности <1100 Н/мм2) и чугун с IC30N металлокерамические напайки, шаровидным графитом (GGG40, GGG60, и т.д.) рекомендуется для обработки следующих ID5 (PCD) рекомендуется для высокоскоростного материалов: конструкционная сталь, развертывания алюминия (особые случаи). низколегированная сталь (менее 5% легирующих RN01 (алмазное покрытие DLC) рекомендуется для компонентов), автоматная сталь, отпущенная обработки следующих материалов: алюминивые сплавы (литье и т.д.), латунь, бронза и другие цветные материалы. E8 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru