Каталог Iscar торцевые фрезы 2022 - страница 121
Навигация
 Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar монолитные сверла 2022
Каталог Iscar монолитные сверла 2022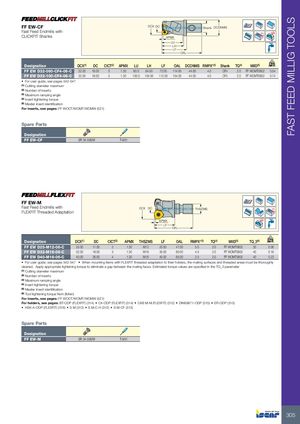
FAST FEED MILLIG TOOLS FF EW-CF DCX DC Shank DCONMS Fast Feed Endmills with Rd° CLICKFIT Shanks APMX LU LH LF OAL Designation DCX(1) DC CICT(2) APMX LU LH LF OAL DCONMS RMPX°(3) Shank TQ(4) MIID(5) kg FF EW D32-060-CF4-06-C 32.00 18.00 3 1.30 60.0 64.00 72.00 114.00 44.00 4.0 CF4 2.0 FF WOMT0602 0.54 FF EW D32-100-CF4-06-C 32.00 18.00 3 1.30 100.0 104.00 112.00 154.00 44.00 4.0 CF4 2.0 FF WOMT0602 0.74 • For user guide, see pages 542-547 (1) Cutting diameter maximum (2) Number of inserts (3) Maximum ramping angle (4) Insert tightening torque (5) Master insert identification For inserts, see pages: FF WOCT/WOMT/WOMW (521) Spare Parts Designation FF EW-CF SR 34-506/M T-9/51 FF EW-M Fast Feed Endmills with DCX DC THSZMS Rd° FLEXFIT Threaded Adaptation APMX LF OAL Designation DCX(1) DC CICT(2) APMX THSZMS LF OAL RMPX°(3) TQ(4) MIID(5) TQ_3(6) kg FF EW D25-M12-06-C 25.00 11.00 2 1.30 M12 25.00 47.00 5.0 2.0 FF WOMT0602 33 0.06 FF EW D32-M16-06-C 32.00 18.00 3 1.30 M16 35.00 60.00 4.0 2.0 FF WOMT0602 40 0.16 FF EW D40-M16-06-C 40.00 26.00 4 1.30 M16 40.00 65.00 2.5 2.0 FF WOMT0602 40 0.23 • For user guide, see pages 542-547 • When mounting items with FLEXFIT threaded adaptation to their holders, the mating surfaces and threaded areas must be thoroughly cleaned. Apply appropriate tightening torque to eliminate a gap between the mating faces. Estimated torque values are specified in the TQ_3 parameter (1) Cutting diameter maximum (2) Number of inserts (3) Maximum ramping angle (4) Insert tightening torque (5) Master insert identification (6) Tool tightening torque Nxm (lbfxin) For inserts, see pages: FF WOCT/WOMT/WOMW (521) For holders, see pages: BT-ODP (FLEXFIT) (314) • C#-ODP (FLEXFIT) (314) • CAB M-M (FLEXFIT) (312) • DIN69871-ODP (315) • ER-ODP (315) • HSK A-ODP (FLEXFIT) (316) • S M (312) • S M-C-H (312) • S M-CF (313) Spare Parts Designation FF EW-M SR 34-506/M T-9/51 305