Каталог Iscar сверла со сменной режущей частью 2022 - страница 125
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar токарный инструмент
Каталог Iscar токарный инструмент Каталог Iscar инструмент для мелкоразмерной обработки
Каталог Iscar инструмент для мелкоразмерной обработки Каталог Iscar токарный инструмент для нарезания канавок
Каталог Iscar токарный инструмент для нарезания канавок Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022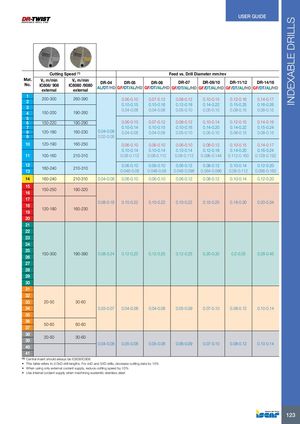
INDEXABLE DRILLS USER GUIDE Cutting Speed (1) Feed vs. Drill Diameter mm/rev Mat. Vc m/minNo.IC808/ 908externalVc m/minIC8080 /9080externalDR-04DR-05 DR-06 DR-07 DR-09/10 DR-11/12 DR-14/16AL/DT/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD 12 200-300 260-39034150-200190-260 0.06-0.10 0.07-0.12 0.08-0.12 0.10-0.15 0.12-0.16 0.14-0.170.10-0.150.10-0.160.12-0.180.14-0.220.15-0.250.16-0.260.04-0.080.04-0.080.05-0.100.05-0.100.08-0.150.08-0.15 5 6 150-220 190-290 0.06-0.10 0.07-0.12 0.08-0.12 0.10-0.14 0.12-0.15 0.14-0.16 7 0.10-0.14 0.10-0.15 0.10-0.16 0.14-0.20 0.14-0.22 0.15-0.24 8 120-180 160-230 0.04-0.08 0.04-0.08 0.04-0.08 0.05-0.10 0.05-0.10 0.08-0.15 0.08-0.15 9 0.02-0.06 10 120-190 160-250 0.06-0.10 0.06-0.10 0.06-0.10 0.08-0.12 0.10-0.15 0.14-0.17 0.10-0.14 0.10-0.14 0.10-0.14 0.12-0.18 0.14-0.20 0.16-0.24 11 100-160 210-310 0.08-0.112 0.08-0.112 0.08-0.112 0.096-0.144 0.112-0.160 0.128-0.192 12 160-240 210-31013 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.10-0.14 0.12-0.200.048-0.080.048-0.080.048-0.0960.064-0.0960.08-0.1120.096-0.160 14 160-240 210-310 0.04-0.08 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.10-0.14 0.12-0.20 15 150-250 190-320 16 17 0.08-0.16 0.10-0.22 0.10-0.22 0.10-0.22 0.15-0.25 0.18-0.30 0.20-0.34 18 120-180 160-230 19 20 21 22 23 24 25 150-300 190-390 0.08-0.24 0.12-0.25 0.12-0.25 0.12-0.25 0.20-0.30 0.2-0.35 0.28-0.45 26 27 28 29 30 31 32 33 20-50 30-60 34 0.03-0.07 0.04-0.08 0.04-0.08 0.05-0.09 0.07-0.10 0.08-0.12 0.10-0.14 35 36 50-60 60-80 37 38 20-50 30-60 39 0.04-0.08 0.05-0.08 0.05-0.08 0.06-0.09 0.07-0.10 0.08-0.12 0.10-0.14 40 41 (1) Central insert should always be IC808/IC908 • This table refers to 2/3xD drill lengths. For 4xD and 5XD drills, decrease cutting data by 15% • When using only external coolant supply, reduce cutting speed by 10% • Use internal coolant supply when machining austenitic stainless steel 123