Каталог Iscar отрезка 2022 - страница 142
Навигация
 Каталог Iscar монолитные фрезы 2022
Каталог Iscar монолитные фрезы 2022 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar расточные системы
Каталог Iscar расточные системы Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022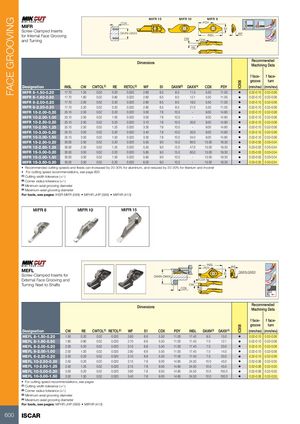
FACE GROOVING IC908IC908 MIFR 15 MIFR 10 MIFR 8 CDX PDY MIFRScrew-Clamped Inserts S1 for Internal Face Grooving DAXN-DAXX INSL WF and Turning CW CDX RE Dimensions RecommendedMachining Data f face- f face- groove turn Designation INSL CW CWTOL(1) RE RETOL(2) WF S1 DAXN(3) DAXX(4) CDX PDY (mm/rev) (mm/rev) MIFR 8-1.50-0.20 17.70 1.50 0.02 0.20 0.020 2.60 6.5 8.0 11.5 5.50 11.00 • 0.02-0.10 0.02-0.06 MIFR 8-1.60-0.80 17.70 1.60 0.02 0.80 0.020 2.60 6.5 8.0 12.1 5.50 11.00 • 0.02-0.10 0.02-0.06 MIFR 8-2.00-0.20 17.70 2.00 0.02 0.20 0.020 2.80 6.5 8.0 16.0 5.50 11.00 • 0.02-0.10 0.02-0.06 MIFR 8-2.20-0.20 17.70 2.20 0.02 0.20 0.020 2.90 6.5 8.0 21.0 5.50 11.00 • 0.02-0.10 0.02-0.06 MIFR 10-2.00-0.20 25.10 2.00 0.02 0.20 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 10-2.00-1.00 25.10 2.00 0.02 1.00 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 10-2.50-0.20 25.10 2.50 0.02 0.20 0.020 3.10 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 10-2.50-1.25 25.10 2.50 0.02 1.25 0.020 3.30 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 10-3.00-0.20 25.10 3.00 0.02 0.20 0.020 3.40 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 10-3.00-1.50 25.10 3.00 0.02 1.50 0.020 3.30 7.6 10.0 34.0 9.00 14.80 • 0.02-0.10 0.02-0.06 MIFR 15-2.50-0.20 30.00 2.50 0.02 0.20 0.020 5.55 9.0 15.0 60.0 15.00 19.30 • 0.03-0.05 0.03-0.04 MIFR 15-2.50-1.25 30.00 2.50 0.02 1.25 0.020 5.55 9.0 12.0 47.0 15.00 19.30 • 0.03-0.05 0.03-0.04 MIFR 15-3.00-0.20 30.00 3.00 0.02 0.20 0.020 5.85 9.0 15.0 60.0 15.00 19.30 • 0.03-0.05 0.03-0.04 MIFR 15-3.00-1.50 30.00 3.00 0.02 1.50 0.020 5.85 9.0 10.0 - 15.00 19.30 • 0.03-0.05 0.03-0.04 MIFR 15-3.50-0.20 30.00 3.50 0.02 0.20 0.020 6.00 9.0 10.0 - 15.00 19.30 • 0.03-0.05 0.03-0.04 • Recommended cutting speeds and feeds can increased by 20-30% for aluminum, and reduced by 20-30% for titanium and Inconel • For cutting speed recommendations, see page 600 (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) Minimum axial grooving diameter (4) Maximum axial grooving diameter For tools, see pages: IHSR-MIFR (599) • MFHR-JHP (599) • MIFHR (413) INSLPDY WF MEFLScrew-Clamped Inserts for S1 DAXN-DAXXDAXN-DAXX External Face Grooving and CDX Turning Next to Shafts CW CDX RE Dimensions RecommendedMachining Data f face- f face- groove turn Designation CW RE CWTOL(1) RETOL(2) WF S1 CDX PDY INSL DAXN(3) DAXX(4) (mm/rev) (mm/rev) MEFL 8-1.50-0.20 1.50 0.20 0.02 0.020 2.60 6.6 5.50 11.00 17.40 8.0 15.0 • 0.02-0.10 0.02-0.06 MEFL 8-1.60-0.80 1.60 0.80 0.02 0.020 2.70 6.6 5.50 11.00 17.40 7.0 12.1 • 0.02-0.10 0.02-0.06 MEFL 8-2.00-0.20 2.00 0.20 0.02 0.020 3.10 6.6 5.50 11.00 17.40 7.0 20.0 • 0.02-0.10 0.02-0.06 MEFL 8-2.00-1.00 2.00 1.00 0.02 0.020 2.90 6.6 5.50 11.00 17.40 7.0 14.0 • 0.02-0.10 0.02-0.06 MEFL 8-2.20-0.20 2.20 0.20 0.02 0.020 3.10 6.6 5.50 11.00 17.40 7.0 20.0 • 0.02-0.10 0.02-0.06 MEFL 10-2.50-0.20 2.50 0.20 0.02 0.020 3.15 7.6 9.00 14.85 24.50 10.0 45.0 • 0.02-0.06 0.02-0.05 MEFL 10-2.50-1.25 2.50 1.25 0.02 0.020 3.15 7.6 9.00 14.85 24.50 10.0 45.0 • 0.02-0.06 0.02-0.05 MEFL 10-3.00-0.20 3.00 0.20 0.02 0.020 3.60 7.6 9.00 14.85 24.50 10.0 100.0 • 0.02-0.06 0.02-0.05 MEFL 10-3.00-1.50 3.00 1.50 0.02 0.020 3.40 7.6 9.00 14.85 24.50 10.0 100.0 • 0.02-0.06 0.02-0.05 • For cutting speed recommendations, see pages (1) Cutting width tolerance (+/-) (2) Corner radius tolerance (+/-) (3) Minimum axial grooving diameter (4) Maximum axial grooving diameter For tools, see pages: MFHR-JHP (599) • MIFHR (413) 600 ISCAR