Каталог Iscar обработка канавок 2022 - страница 112
Навигация
 Каталог Iscar монолитные концевые фрезы и система multi-master
Каталог Iscar монолитные концевые фрезы и система multi-master Каталог Iscar сверла ружейные и для глубокого сверления 2022
Каталог Iscar сверла ружейные и для глубокого сверления 2022 Каталог Iscar токарные державки ISO 2022
Каталог Iscar токарные державки ISO 2022 Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar инструментальная оснастка 2022
Каталог Iscar инструментальная оснастка 2022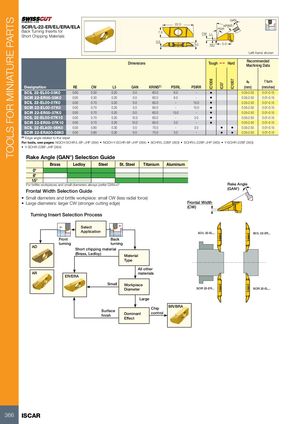
TOOLS FOR MINIATURE PARTS IC1008 IC07 IC1007 GAN SCIR/L-22-ER/EL/ERA/ELA 22.0 KRINSPSIR Back Turning Inserts forShort Chipping Materials 7.0 CW L5 0.5 3.0 RE 5.0 Left-hand shown Dimensions Tough 1 Hard RecommendedMachining Data ap f turn Designation RE CW L5 GAN KRINS(1) PSIRL PSIRR (mm) (mm/rev) SCIL 22-EL00-03K0 0.00 0.30 0.20 0.0 60.0 6.0 - • 0.05-2.50 0.01-0.15 SCIR 22-ER00-03K0 0.00 0.30 0.20 0.0 60.0 6.0 - • 0.05-2.50 0.01-0.15 SCIL 22-EL00-07K0 0.00 0.70 0.20 0.0 60.0 - 15.0 • 0.05-2.50 0.01-0.15 SCIR 22-EL00-07K0 0.00 0.70 0.20 0.0 60.0 - 15.0 • 0.05-2.50 0.01-0.15 SCIR 22-ER00-07K0 0.00 0.70 0.20 0.0 60.0 15.0 - • 0.05-2.50 0.01-0.15 SCIL 22-EL00-07K10 0.00 0.70 0.20 10.0 60.0 - 3.0 • 0.05-2.50 0.01-0.15 SCIR 22-ER00-07K10 0.00 0.70 0.20 10.0 60.0 3.0 - • 0.05-2.50 0.01-0.15 SCIL 22-ELA00-08K0 0.00 0.80 0.30 0.0 70.0 - 3.0 • • 0.05-2.50 0.01-0.15 SCIR 22-ERA00-08K0 0.00 0.80 0.30 0.0 70.0 3.0 - • • 0.05-2.50 0.01-0.15 (1) Edge angle related to the wiper For tools, see pages: NQCH-SCHR/L-BF-JHP (364) • NQCH-Y-SCHR-BF-JHP (364) • SCHR/L-22BF (363) • SCHR/L-22BF-JHP (363) • Y-SCHR-22BF (363) • Y-SCHR-22BF-JHP (364) Rake Angle (GAN°) Selection Guide Brass Ledloy Steel St. Steel Titanium Aluminum 0° 8° 15° For brittle workpieces and small diameters always prefer GAN=0° Rake Angle Frontal Width Selection Guide (GAN°) • Small diameters and brittle workpiece: small CW (less radial force) • Large diameters: larger CW (stronger cutting edge) Frontal Width (CW) Turning Insert Selection Process Select Application SCIL 22-EL... SCIL 22-ER... Front Back turning turning AD Short chipping material (Brass, Ledloy) Material Type All other AR materials ER/ERA Small Workpiece Diameter SCIR 22-ER... SCIR 22-EL... Large Surfacefinish Dominant Chip BR/BRAcontrol Effect 366 ISCAR