Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 210
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления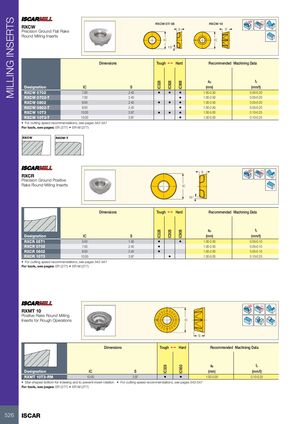
MILLING INSERTS Rd° RXCW 07/ 08 RXCW 10 RXCW S S Precision Ground Flat Rake Round Milling Inserts IC IC 15° Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC928 IC908 Designation IC S (mm) (mm/t) RXCW 0702 7.00 2.40 • • • 1.00-2.50 0.05-0.20 RXCW 0702-T 7.00 2.40 • 1.00-2.50 0.05-0.20 RXCW 0802 8.00 2.40 • • • 1.00-2.50 0.05-0.20 RXCW 0802-T 8.00 2.40 • 1.00-2.50 0.05-0.20 RXCW 10T3 10.00 3.97 • • • 1.00-5.00 0.10-0.25 RXCW 10T3-T 10.00 3.97 • 1.00-5.00 0.10-0.25 • For cutting speed recommendations, see pages 542-547 For tools, see pages: ER (277) • ER-M (277) RXCW RXCW-T Rd° S RXCR Precision Ground Positive Rake Round Milling Inserts IC 15° Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC928 IC908 Designation IC S (mm) (mm/t) RXCR 05T1 5.00 1.50 • • 1.00-2.00 0.05-0.10 RXCR 0702 7.00 2.40 • 1.00-2.00 0.05-0.10 RXCR 0802 8.00 2.40 • 1.00-2.00 0.05-0.10 RXCR 10T3 10.00 3.97 • 1.00-5.00 0.10-0.25 • For cutting speed recommendations, see pages 542-547 For tools, see pages: ER (277) • ER-M (277) Rd° RXMT 10 Positive Rake Round Milling Inserts for Rough Operations IC S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC950 Designation IC S (mm) (mm/t) RXMT 10T3-RM 10.00 3.97 • • 1.00-5.00 0.10-0.25 • Star-shaped bottom for indexing and to prevent insert rotation • For cutting speed recommendations, see pages 542-547 For tools, see pages: ER (277) • ER-M (277) 526 ISCAR