Каталог Iscar дисковые фрезы и фрезерные пластины 2022 - страница 196
Навигация
 Каталог Iscar крепление инструмента
Каталог Iscar крепление инструмента Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления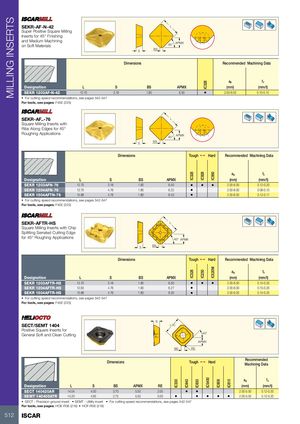
MILLING INSERTS SEKR-AF-N-42 L Super Positive Square Milling Inserts for 45° Finishing and Medium Machining APMX 45° on Soft Materials BS S Dimensions Recommended Machining Data ap fz IC328 Designation L S BS APMX (mm) (mm/t) SEKR 1203AF-N-42 12.70 3.18 1.80 6.50 • 2.00-6.00 0.10-0.15 • For cutting speed recommendations, see pages 542-547 For tools, see pages: F45E (225) SEKR-AF..-76 L Square Milling Inserts with Ribs Along Edges for 45° Roughing Applications APMX 45° BS S Dimensions Tough 1 Hard Recommended Machining Data ap fz IC328 IC928 IC950 Designation L S BS APMX (mm) (mm/t) SEKR 1203AFN-76 12.70 3.18 1.80 6.50 • • • 2.00-6.00 0.12-0.20 SEKR 1204AFN-76 12.70 4.76 1.80 6.22 • 2.00-6.00 0.08-0.15 SEKR 1504AFTN-76 15.88 4.76 1.80 8.43 • 2.00-6.00 0.12-0.17 • For cutting speed recommendations, see pages 542-547 For tools, see pages: F45E (225) SEKR-AFTR-HS L Square Milling Inserts with Chip Splitting Serrated Cutting Edge for 45° Roughing Applications 45° APMX BS S Dimensions Tough 1 Hard Recommended Machining Data IC520M ap fz IC328 IC250 Designation L S BS APMX (mm) (mm/t) SEKR 1203AFTR-HS 12.70 3.18 1.80 6.50 • • • 2.00-6.00 0.15-0.25 SEKR 1204AFTR-HS 12.63 4.76 1.80 6.27 • 2.00-6.00 0.15-0.25 SEKR 1504AFTR-HS 15.88 4.76 1.80 8.30 • 2.00-6.00 0.15-0.25 • For cutting speed recommendations, see pages 542-547 For tools, see pages: F45E (225) S SECT/SEMT 1404 L/IC Positive Square Inserts for 45° General Soft and Clean Cutting APMX BS RE Recommended Dimensions Tough 1 Hard Machining Data ap fz IC5400 IC330 IC840 IC830 IC808 IC810 Designation L S BS APMX RE (mm) (mm/t) SECT 140420AR 14.04 4.50 3.70 5.50 2.00 • • 2.00-5.50 0.12-0.20 SEMT 140405ATR 14.20 4.95 2.75 5.50 0.50 • • • • • 2.00-5.50 0.12-0.20 • SECT - Precision ground insert • SEMT - Utility insert • For cutting speed recommendations, see pages 542-547 For tools, see pages: HOE-R06 (218) • HOF-R06 (218) 512 ISCAR