Каталог Iscar державки и пластины для нарезания резьбы 2022 - страница 91
Навигация
 Каталог Iscar сверла со сменной режущей частью 2022
Каталог Iscar сверла со сменной режущей частью 2022 Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022 Каталог Iscar инструмент для нарезания резьбы
Каталог Iscar инструмент для нарезания резьбы Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar торцевые фрезы 2022
Каталог Iscar торцевые фрезы 2022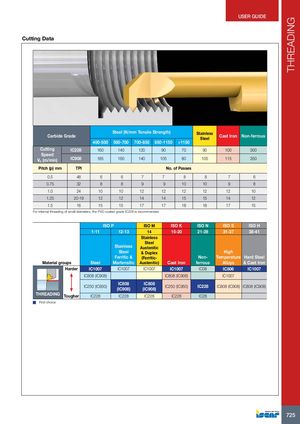
THREADING USER GUIDE Cutting Data Carbide Grade Steel (N/mm Tensile Strength) StainlessSteelCast Iron Non-ferrous 400-500 500-700 700-850 850-1150 >1150 Cutting IC228 160 140 120 90 70 90 100 300 Speed Vc (m/min) IC908 185 160 140 105 80 105 115 350 Pitch (p) mm TPI No. of Passes 0.5 48 6 6 7 7 8 8 7 6 0.75 32 8 8 9 9 10 10 9 8 1.0 24 10 10 12 12 12 12 12 10 1.25 20-19 12 12 14 14 15 15 14 12 1.5 16 15 15 17 17 18 18 17 15 For internal threading of small diameters, the PVD coated grade IC228 is recommended. ISO P ISO M ISO K ISO N ISO S ISO H 1-11 12-13 14 15-20 21-28 31-37 38-41 Stainless Steel Stainless Austenitic Steel & Duplex High Ferritic & (Ferritic- Non- Temperature Hard Steel Material groups Steel Martensitic Austenitic) Cast Iron ferrous Alloys & Cast Iron Harder IC1007 IC1007 IC1007 IC1007 IC08 IC806 IC1007 IC808 (IC908) IC808 (IC908) IC1007 IC250 (IC950) IC808(IC908) IC808(IC908) IC250 (IC950) IC228 IC808 (IC908) IC808 (IC908) THREADING Tougher IC228 IC228 IC228 IC228 IC28 First choice 725