Каталог Iscar инструмент для обработки алюминиевых колёс - страница 127
Навигация
 Каталог Iscar инструмента для сверления
Каталог Iscar инструмента для сверления Каталог Iscar обработка канавок 2022
Каталог Iscar обработка канавок 2022 Каталог Iscar дисковые фрезы и фрезерные пластины 2022
Каталог Iscar дисковые фрезы и фрезерные пластины 2022 Каталог Iscar отрезка 2022
Каталог Iscar отрезка 2022 Каталог Iscar инструмент для обработки отверстий
Каталог Iscar инструмент для обработки отверстий Каталог Iscar токарный инструмент 2017
Каталог Iscar токарный инструмент 2017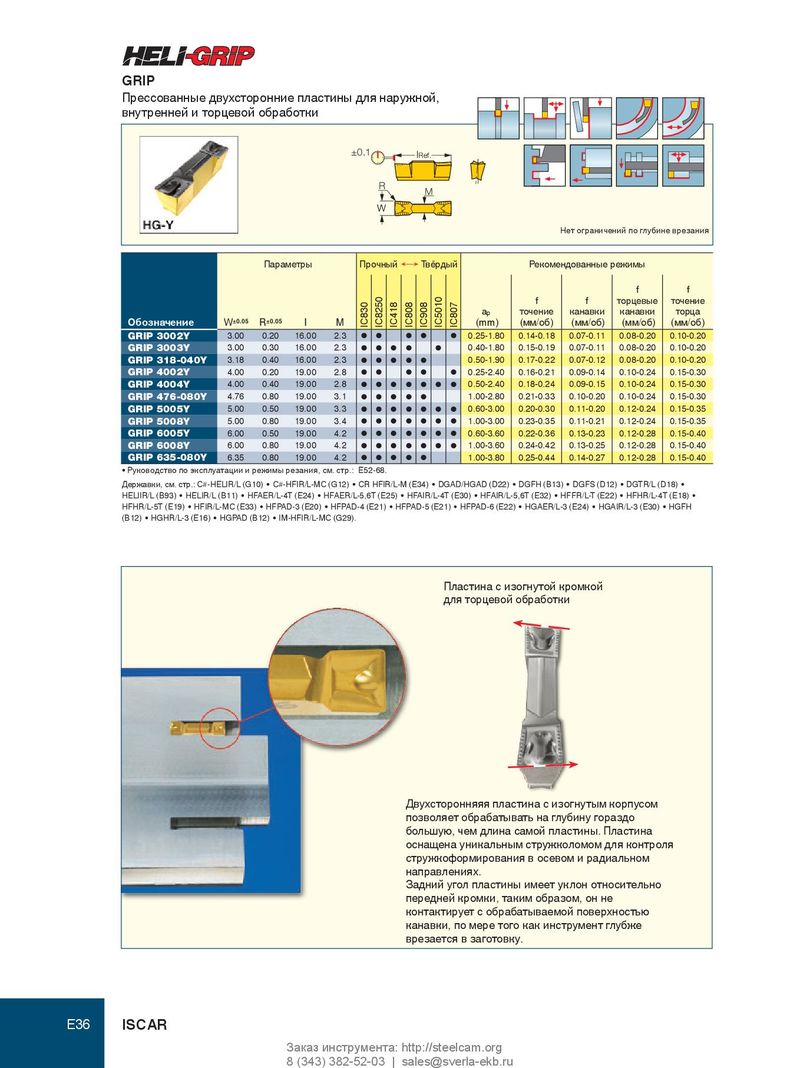
GRIP Прессованные двухсторонние пластины для наружной, внутренней и торцевой обработки ±0.1 lRef. R M W Нет ограничений по глубине врезания Параметры Прочный Ö Твёрдый Рекомендованные режимы f f f f торцевые точение a p точение канавки канавки торца Обозначение W ±0.05 R ±0.05 l M IC830 IC8250 IC418 IC808 IC908 IC5010 IC807 (mm) (мм/об) (мм/об) (мм/об) (мм/об) GRIP 3002Y 3.00 0.20 16.00 2.3 l l l l l 0.25-1.80 0.14-0.18 0.07-0.11 0.08-0.20 0.10-0.20 GRIP 3003Y 3.00 0.30 16.00 2.3 l l l l l 0.40-1.80 0.15-0.19 0.07-0.11 0.08-0.20 0.10-0.20 GRIP 318-040Y 3.18 0.40 16.00 2.3 l l l l l 0.50-1.90 0.17-0.22 0.07-0.12 0.08-0.20 0.10-0.20 GRIP 4002Y 4.00 0.20 19.00 2.8 l l l l l 0.25-2.40 0.16-0.21 0.09-0.14 0.10-0.24 0.15-0.30 GRIP 4004Y 4.00 0.40 19.00 2.8 l l l l l l l 0.50-2.40 0.18-0.24 0.09-0.15 0.10-0.24 0.15-0.30 GRIP 476-080Y 4.76 0.80 19.00 3.1 l l l l l 1.00-2.80 0.21-0.33 0.10-0.20 0.10-0.24 0.15-0.30 GRIP 5005Y 5.00 0.50 19.00 3.3 l l l l l l l 0.60-3.00 0.20-0.30 0.11-0.20 0.12-0.24 0.15-0.35 GRIP 5008Y 5.00 0.80 19.00 3.4 l l l l l l l 1.00-3.00 0.23-0.35 0.11-0.21 0.12-0.24 0.15-0.35 GRIP 6005Y 6.00 0.50 19.00 4.2 l l l l l l l 0.60-3.60 0.22-0.36 0.13-0.23 0.12-0.28 0.15-0.40 GRIP 6008Y 6.00 0.80 19.00 4.2 l l l l l l l 1.00-3.60 0.24-0.42 0.13-0.25 0.12-0.28 0.15-0.40 GRIP 635-080Y 6.35 0.80 19.00 4.2 l l l l l 1.00-3.80 0.25-0.44 0.14-0.27 0.12-0.28 0.15-0.40 • Руководство по эксплуатации и режимы резания, см. стр.: E52-68. Державки, см. стр.: C#-HELIR/L (G10) • C#-HFIR/L-MC (G12) • CR HFIR/L-M (E34) • DGAD/HGAD (D22) • DGFH (B13) • DGFS (D12) • DGTR/L (D18) • HELIIR/L (B93) • HELIR/L (B11) • HFAER/L-4T (E24) • HFAER/L-5,6T (E25) • HFAIR/L-4T (E30) • HFAIR/L-5,6T (E32) • HFFR/L-T (E22) • HFHR/L-4T (E18) • HFHR/L-5T (E19) • HFIR/L-MC (E33) • HFPAD-3 (E20) • HFPAD-4 (E21) • HFPAD-5 (E21) • HFPAD-6 (E22) • HGAER/L-3 (E24) • HGAIR/L-3 (E30) • HGFH (B12) • HGHR/L-3 (E16) • HGPAD (B12) • IM-HFIR/L-MC (G29). Пластина с изогнутой кромкой для торцевой обработки Двухсторонняяя пластина с изогнутым корпусом позволяет обрабатывать на глубину гораздо большую, чем длина самой пластины. Пластина оснащена уникальным стружколомом для контроля стружкоформирования в осевом и радиальном направлениях. Задний угол пластины имеет уклон относительно передней кромки, таким образом, он не контактирует с обрабатываемой поверхностью канавки, по мере того как инструмент глубже врезается в заготовку. E36 ISCAR Заказ инструмента: http://steelcam.org 8 (343) 382-52-03 | sales@sverla-ekb.ru