Общий каталог Ingersoll 2013 - 2014 - страница 296
Навигация
 Каталог Ingersoll инструмент для нарезания резьбы
Каталог Ingersoll инструмент для нарезания резьбы Каталог Ingersoll новинки 2021
Каталог Ingersoll новинки 2021 Общий каталог Ingersoll 2016 - 2017
Общий каталог Ingersoll 2016 - 2017 Общий каталог Ingersoll 2011
Общий каталог Ingersoll 2011 Общий каталог Ingersoll 2014
Общий каталог Ingersoll 2014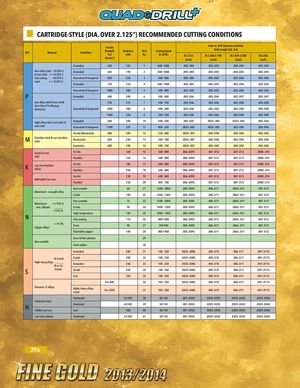
CARTRIDGE-STYLE (DIA. OVER 2.125”) RECOMMENDED CUTTING CONDITIONS Tensile Feed vs. Drill Diameter Inch/Rev ISO Material Condition Strength Hardness Matl Cutting Speed Drill Length 2xD, 3xDRm(HB)No.Vc (SFM)Ø 2.125Ø 2.250-2.750Ø 2.875-3.000Ø 3.250 (N/mm²) (inch) (inch) (inch) (inch) Annealed 420 125 1 800 -1000 .002-.003 .002-.003 .002-.004 .002-.004 Non-alloy steel <0.25% C Annealed 650 190 2 800 -1000 .003-.004 .003-.004 .003-.005 .003-.005 & cast steel, > = 0.25% C free cutting <0.55% C Quenched & Tempered 850 250 3 500 - 800 .003-.005 .003-.005 .003-.006 .003-.006 steel > = 0.55% C Annealed 750 220 4 800 -1000 .003-.005 .003-.005 .003-.006 .003-.006 Quenched & Tempered 1000 300 5 600 - 800 .003-.005 .003-.005 .003-.006 .003-.006 P Annealed 600 200 6 500 - 800 .003-.006 .003-.006 .003-.007 .003-.007 Low alloy steel & cast steek 930 275 7 400 - 700 .003-.006 .003-.006 .003-.008 .003-.008 (less than 5% alloying elements) Quenched & Tempered 1000 300 8 400 - 600 .003-.006 .003-.006 .003-.008 .003-.008 1200 350 9 300 - 550 .003-.006 .003-.006 .003-.008 .003-.008 High alloy steel, cast steel, & Annealed 680 200 10 400 - 600 .002-.005 .0025-.005 .0025-.005 .003-.006 tool steel Quenched & Tempered 1100 325 11 400 - 550 .0025-.005 .0025-.005 .003-.006 .003-.006 Ferritic/Martensitic 680 200 12 550 - 800 .0035-.007 .004-.008 .005-.085 .003-.006 M Stainless steel & cast stainlesssteelMartensitic 820 240 13 500 - 700 .0035-.007 .004-.008 .005-.085 .003-.006 Austenitic 600 180 14 500 - 700 .0035-.007 .004-.008 .005-.085 .003-.006 GreyCast Iron Ferritic 160 15 500 - 800 .006-.0095 .007-.012 .007-.013 .0085-.014 (GG) Pearlitic 250 16 500 - 800 .006-.0095 .007-.012 .007-.013 .0085-.014 K Cast Iron Nodular(GGG) FerriticPearlitic 180 17 600 - 800 .006-.0095 .007-.012 .007-.013 .0085-.01426018600 - 800.006-.0095.007-.012.007-.013.0085-.014 Ferritic 130 19 600 - 800 .006-.0095 .007-.012 .007-.013 .0085-.014 Malleable Cast Iron Pearlitic 230 20 500 - 700 .006-.0095 .007-.012 .007-.013 .0085-.014 Not cureable 60 21 1300 - 2000 .005-.0095 .006-.011 .0065-.011 .007-.012 Aluminum - wrought alloy Cured 100 22 1000 - 1300 .005-.0095 .006-.011 .0065-.011 .007-.012 Not cureable 75 23 1300 - 2000 .005-.0095 .006-.011 .0065-.011 .007-.012 Aluminum - <=12% Si cast, alloyed ______ Cured 90 24 1000 - 1300 .005-.0095 .006-.011 .0065-.011 .007-.012 >12% Si High temperature 130 25 1000 - 1300 .005-.0095 .006-.011 .0065-.011 .007-.012 N Free cutting 110 26 800-1000 .005-.0095 .006-.011 .0065-.011 .007-.012 > 1% PbCopper alloysBrass 90 27 750-900 .005-.0095 .006-.011 .0065-.011 .007-.012 Electrolitic copper 100 28 800-1000 .005-.0095 .006-.011 .0065-.011 .007-.012 Duro & fiber plastics 29 Non-metallic Hard rubber 30 Annealed 200 31 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 Fe based Cured 280 32 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 High temp alloys ______Ni or Co Annealed 250 33 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 S based Cured 350 34 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 Cast 320 35 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 Rm 400 36 100 - 250 .0035-.0085 .005-.010 .006-.011 .007-.0115 Titanium, Ti alloys Alpha+beta alloyscured Rm 1050 37 100 - 200 .0035-.0085 .005-.010 .006-.011 .007-.0115 Hardened 55 HRC 38 50-150 .001-.0035 .0025-.0035 .0025-.0035 .0025-.0045 Hardened steel H Hardened 60 HRC 39 50-150 .001-.0035 .0025-.0035 .0025-.0035 .0025-.0045 Chilled cast iron Cast 400 40 50-150 .001-.0035 .0025-.0035 .0025-.0035 .0025-.0045 Cast iron nodular Hardened 55 HRC 41 50-150 .001-.0035 .0025-.0035 .0025-.0035 .0025-.0045 296