Каталог Guhring ружейные сверла - страница 72
Навигация
 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring зенкеры и зенковки
Каталог Guhring зенкеры и зенковки Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка 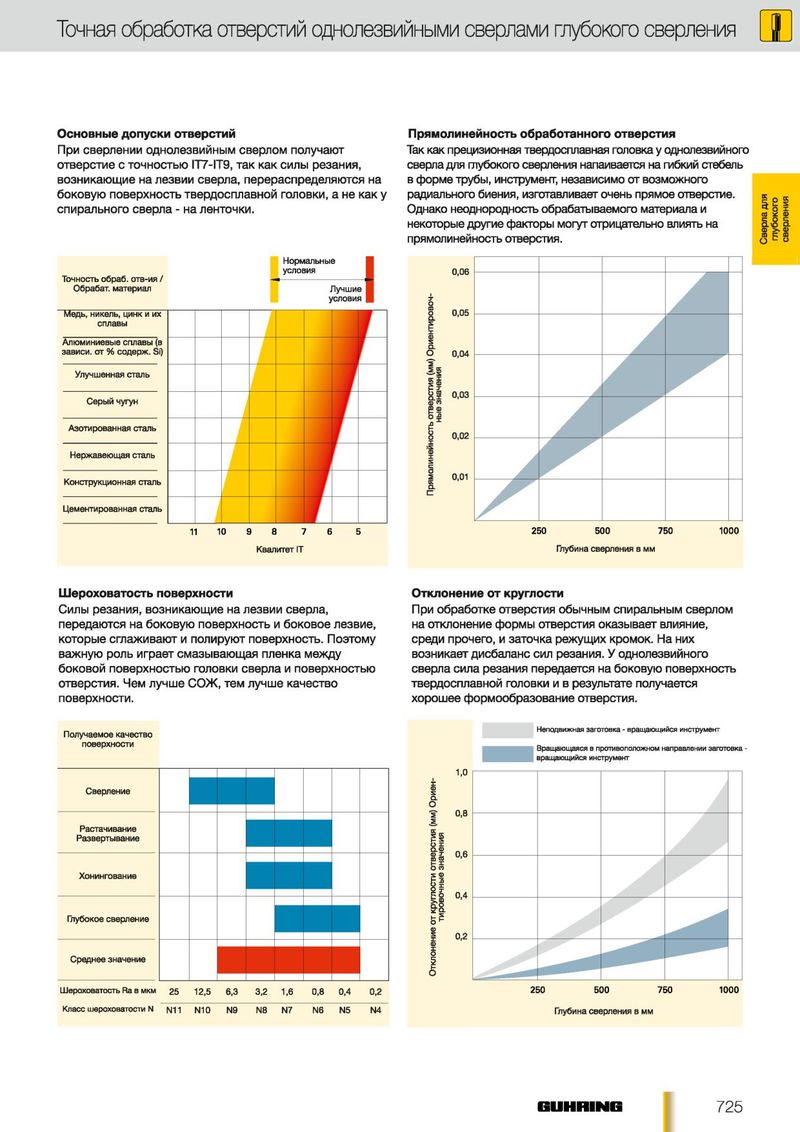
Точная обработка отверстий однолезвийными сверлами глубокого сверления Основные допуски отверстий Прямолинейность обработанного отверстия При сверлении однолезвийным сверлом получают Так ка к прецизионная твердосплавная головка у однолезвийного отверстие с точ ность ю IT7-IT9, т а к к а к силы резания, сверла для глубокого сверления напаивается на гибкий стебель возн икаю щ ие на лезвии сверла, перераспределяю тся на в форме трубы, инструмент, независимо от возможного б о ко в ую поверхность твердосплавной головки, а не к а к у радиального биения, изготавливает очень прямое отверстие. к спирального сверла - на ленточки. Однако неоднородность обрабатываемого материала и Ц некоторые другие факторы могут отрицательно влиять на §. прямолинейность отверстия. <3 глубокого Т о ч н о сть о б р а б . о т в -и я / О брабат. м атериал М едь, н икел ь, ц и н к и их сп лавы А л ю м и н и е в ы е сп л а вы (в за ви си . о т % с о д е р ж . Si) Улучш ен ная ста л ь С е р ы й чугун А з о ти р о в а н н а я ста л ь Н е р ж а в е ю щ а я сталь К о н с т р у к ц и о н н а я сталь Ц е м е н ти р о в а н н а я сталь 11 К в а л и т е т IT Глубина све р л е н и я в мм Ш ероховатость поверхности Отклонение от круглости Силы резания, возникаю щ ие на лезвии сверла, При обработке отверстия обычным спиральным сверлом передаются на б о ко в ую поверхность и бо ко во е лезвие, на отклонение формы отверстия оказы вает влияние, которы е сгл аж иваю т и полирую т поверхность. Поэтому среди прочего, и заточка реж ущ их кром ок. На них важ ную роль играет смазы ваю щ ая пленка м еж ду возникает дисбаланс сил резания. У однолезвийного бо ко во й поверхностью головки сверла и поверхностью сверла сила резания передается на боковую поверхность отверстия. Чем лучш е С О Ж , тем лучш е качество твердосплавной головки и в результате получается поверхности. хорош ее ф ормообразование отверстия. Неподвижная заготовка - вращающийся инструмент П о л уч аем ое ка ч е с тв о п о ве р х н о с т и Вращающаяся в противоположном направлении заготовка - вращающийся инструмент 1,0 0,8 ы Q. О) 85 0,6 5 5 о т F о 0,4 0 .0 5? о. 0,2 2 50 5 0 0 7 5 0 1000 Класс шероховатости N N11 N 1 0 N 9 N 8 N7 N 6 N5 N4 Глубина све р л е н и я в мм