Каталог Guhring ружейные сверла - страница 71
Навигация
 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring зенкеры и зенковки
Каталог Guhring зенкеры и зенковки Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка 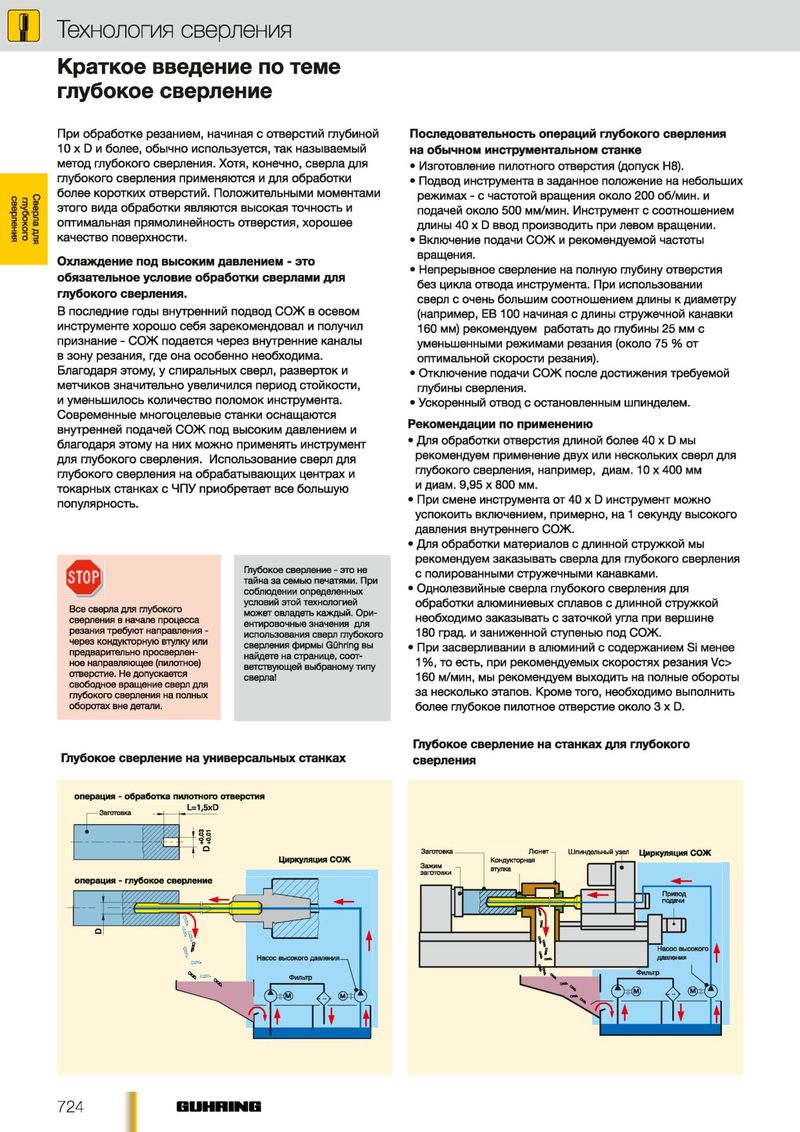
Технология сверления Краткое введение по теме глубокое сверление При обработке резанием, начиная с отверстий глубиной Последовательность операций глубокого сверления 10 х D и более, обы чно используется, т а к называемый на обычном инструментальном станке метод гл убокого сверления. Хотя, конечно, сверла для • Изготовление пилотного отверстия (допуск Н8). гл убокого сверления применяю тся и для обработки • Подвод инструмента в заданное положение на небольших сверления глубокого 0 более ко р о тки х отверстий. Положительными моментами режим ах - с частотой вращения около 200 об/мин. и ® этого вида обработки являются вы сокая то ч но сть и подачей около 500 мм/мин. Инструмент с соотношением 1 оптимальная прям олинейность отверстия, хорош ее длины 40 х D ввод производить при левом вращении. 1 качество поверхности. • Включение подачи С О Ж и рекомендуемой частоты вращения. О хлаждение под высоким давлением - это • Непрерывное сверление на полную глубину отверстия обязательное условие обработки сверлами для без цикла отвода инструмента. При использовании глубокого сверления. сверл с очень большим соотношением длины к диаметру В последние годы внутренний подвод С О Ж в осевом (например, ЕВ 100 начиная с длины стружечной канавки инструменте хо р о ш о себя зареком ендовал и получил 160 мм) рекомендуем работать до глубины 25 мм с признание - С О Ж подается через внутренние каналы уменьшенными режимами резания (около 75 % от в зо н у резания, где она особенно необходима. оптимальной ско р о сти резания). Благодаря этому, у спиральны х сверл, р а зве р то к и • О тключение подачи С О Ж после достижения требуемой м етчиков значительно увеличился период стой кости, глубины сверления. и ум еньш илось количество п ол ом ок инструмента. • Ускоренный отвод с остановленным шпинделем. С оврем енны е многоцелевые станки оснащ аю тся Рекомендации по применению внутренней подачей С О Ж под вы соким давлением и • Для обработки отверстия длиной более 40 х D мы благодаря этом у на них м о ж но прим енять инструм ент рекомендуем применение двух или нескольких сверл для для гл убокого сверления. И спользование сверл для гл убокого сверления на обрабаты ваю щ их центрах и глубокого сверления, например, диам. 10 х 400 мм то ка р н ы х ста н ка х с ЧП У приобретает все больш ую и диам. 9,95 х 800 мм. популярность. • При смене инструмента от 40 х D инструмент можно успокоить включением, примерно, на 1 секунду вы сокого давления внутреннего СОЖ. • Для обработки материалов с длинной стр уж ко й мы рекомендуем заказы вать сверла для глубокого сверления Глубокое сверление - это не с полированными стружечными канавками. тайна за семью печатями. При соблюдении определенных • Однолезвийные сверла глубокого сверления для условий этой технологией обработки алюминиевых сплавов с длинной стр уж ко й Все сверла для глубокого может овладеть каждый. Ори сверления в начале процесса необходимо заказы вать с заточкой угла при вершине ентировочные значения для резания требуют направления - использования сверл глубокого 180 град, и заниженной ступенью под СОЖ. через кондукторную втулку или сверления фирмы Guhring вы предварительно просверлен • При засверливании в алюминий с содержанием Si менее найдете на странице, соот ное направляющее (пилотное) ветствующей выбраному типу 1 %, то есть, при рекомендуемых ско р о стя х резания Vc> отверстие. Не допускается сверла! 160 м/мин, мы рекомендуем выходить на полные обороты свободное вращение сверл для глубокого сверления на полных за несколько этапов. Кром е того, необходимо выполнить оборотах вне детали. более глубокое пилотное отверстие около 3 х D. Глубокое сверление на станках для глубокого Глубокое сверление на универсальных станках сверления операция - обработка пилотного отверстия Циркуляция СОЖ 7 2 4