Каталог Guhring ружейные сверла - страница 11
Навигация
 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 Каталог Guhring зенкеры и зенковки
Каталог Guhring зенкеры и зенковки Каталог Guhring сверла со сменными пластинами
Каталог Guhring сверла со сменными пластинами Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring пластины PKD и CBN
Каталог Guhring пластины PKD и CBN Каталог Guhring инструментальная оснастка
Каталог Guhring инструментальная оснастка 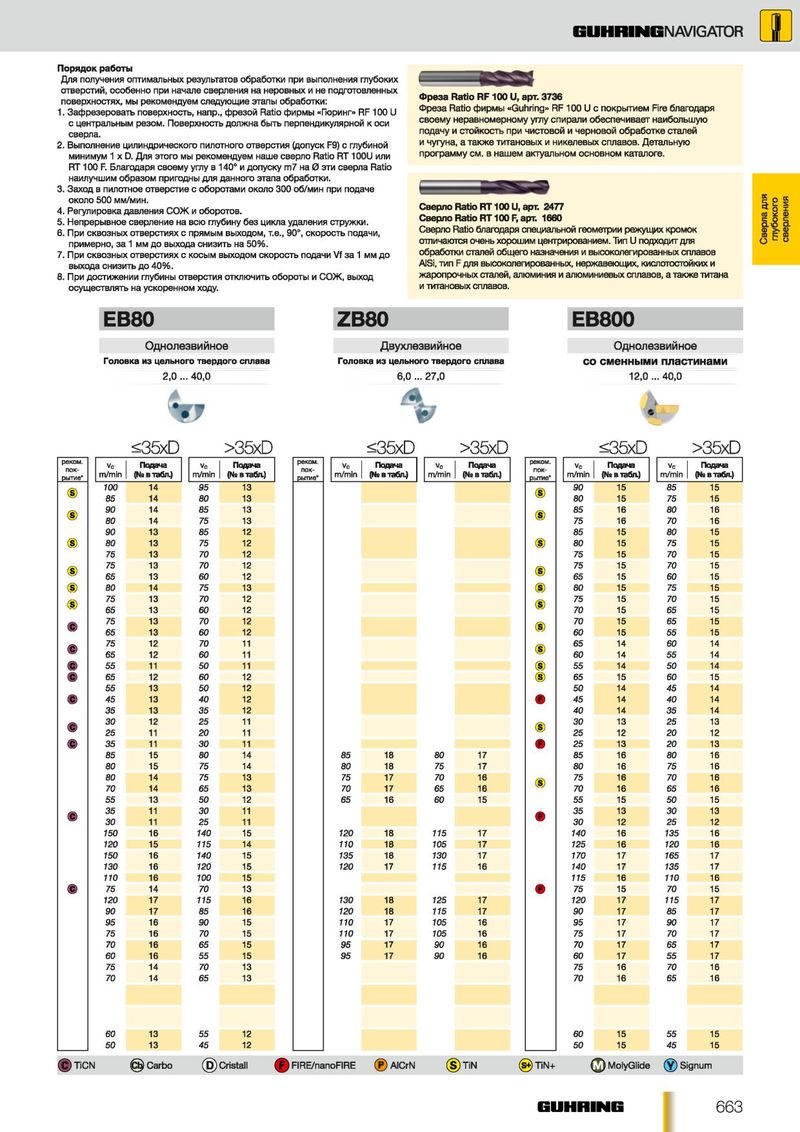
G U H H IN G N A V IG A T O R П орядок работы Для получения оптимальных результатов обработки при выполнения глубоких отверстий, особенно при начале сверления на неровных и не подготовленных Ф реза R atio R F 100 U , арт. 3736 поверхностях, мы рекомендуем следующие этапы обработки: Ф реза Ratio фирмы «Guhring» RF 100 U с покрытием Fire благодаря 1. Зафрезеровать поверхность, напр., фрезой Ratio фирмы «Гюринг» RF 100 U с центральным резом. Поверхность должна быть перпендикулярной к оси своему неравномерному углу спирали обеспечивает наибольшую сверла. подачу и стойкость при чистовой и черновой обработке сталей 2. Выполнение цилиндрического пилотного отверстия (допуск F9) с глубиной и чугуна, а такж е титановых и никелевых сплавов. Детальную минимум 1 х D. Для этого мы рекомендуем наше сверло Ratio R T 100U или программу см. в нашем актуальном основном каталоге. R T 100 F. Благодаря своему углу в 140° и допуску т 7 на 0 зги сверла Ratio наилучшим образом пригодны для данного этапа обработки. 3. Заход в пилотное отверстие с оборотами около 300 об/мин при подаче около 500 мм/мин. Сверло R atio RT 100 U, арт. 2477 § 4. Регулировка давления СОЖ и оборотов. 5. Непрерывное сверление на всю глубину без цикла удаления стружки. Сверло R atio RT 100 F, арт. 1660 ^ 6. При сквозных отверстиях с прямым выходом, т.е., 90°, скорость подачи, Сверло Ratio благодаря специальной геометрии режущих кромок ® глубокого примерно, за 1 мм до выхода снизить на 50%. отличаются очень хорошим центрированием. Тип U подходит для О 7. При сквозных отверстиях с косым выходом скорость подачи Vf за 1 мм до обработки сталей общего назначения и высоколегированных сплавов выхода снизить до 40%. AlSi, тип F для высоколегированных, нержавеющих, кислотостойких и 8. При достижении глубины отверстия отключить обороты и СОЖ, выход жаропрочных сталей, алюминия и алюминиевых сплавов, а также титана осуществлять на ускоренном ходу. и титановых сплавов. EB80 ZB80 EB800 Однолезвийное Двухлезвийное Однолезвийное Головка из цельного твердого сплава Головка из цельного твердого сплава со сменными пластинами 2,0 ... 40,0 6 ,0 ... 2 7 ,0 12,0 ... 40,0 / А м / с Vf <35xD >35xD <35xD >35xD <35xD >35xD реком. реком. п о к V C Подача V c Подача vc Подача V C Подача пок- Vc Подача vc Подача рытие* m/min (№ в табл.) m/min (N2 в табл.) m/min (№ втабл.) m/min (N2 в табл.) рьгтие* m/min (N2 в табл.) m/min (N2 в табл.) 100 14 9 5 13 90 15 85 15 © 85 14 80 13 © 80 15 75 15 90 14 85 13 85 16 80 16 © 80 14 75 13 © 75 16 70 16 90 13 85 12 85 15 80 15 © 80 13 75 12 © 80 15 75 15 75 13 70 12 75 15 70 15 75 13 70 12 75 15 70 15 © 65 13 60 12 © 65 15 60 15 © 80 14 75 13 © 80 15 75 15 75 13 70 12 75 15 70 15 © 65 13 60 12 © 70 15 65 15 75 13 70 12 70 15 65 15 65 13 60 12 © 60 15 55 15 75 12 70 11 65 14 60 14 65 12 60 11 © 60 14 55 14 55 11 50 11 © 55 14 50 14 65 12 60 12 © 65 15 60 15 55 13 50 12 50 14 45 14 45 13 40 12 45 14 40 14 35 13 35 12 40 14 35 14 30 12 25 11 30 13 25 13 25 11 20 11 © 25 12 20 12 35 11 30 11 25 13 20 13 85 15 80 14 8 5 18 8 0 17 85 16 80 16 80 15 75 14 8 0 18 75 17 80 16 75 16 80 14 75 13 75 17 70 16 75 16 70 16 70 14 65 13 © 70 17 65 16 70 16 65 16 55 13 50 12 65 16 6 0 15 55 15 50 15 35 11 30 11 35 13 30 13 30 11 25 11 30 12 25 12 150 16 140 15 120 18 115 17 140 16 135 16 120 15 115 14 110 18 105 17 125 16 120 16 150 16 140 15 135 18 130 17 170 17 165 17 130 16 120 15 120 17 115 16 140 17 135 17 110 16 100 15 115 16 110 16 75 14 70 13 75 15 70 15 120 17 115 16 130 18 125 17 120 17 115 17 90 17 85 16 120 18 115 17 90 17 85 17 95 16 90 15 110 17 105 16 95 17 90 17 75 16 70 15 110 17 105 16 75 17 70 17 70 16 65 15 95 17 90 16 70 17 65 17 60 16 55 15 95 17 90 16 60 17 55 17 75 14 70 13 75 16 70 16 70 14 65 13 70 16 65 16 60 13 55 12 60 15 55 15 50 13 45 12 50 15 45 15 © TiCN @ Carbo (D ) Cristall ф FIRE/nanoFIRE © A lC rN © T i N @ TiN+ MolyGlide © Signum