Каталог Guhring резьбонарезной инструмент 2010 - страница 368
Навигация
 Основной каталог Guhring 2011
Основной каталог Guhring 2011 Каталог Guhring резьбонарезной инструмент
Каталог Guhring резьбонарезной инструмент Каталог Guhring сверла
Каталог Guhring сверла Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300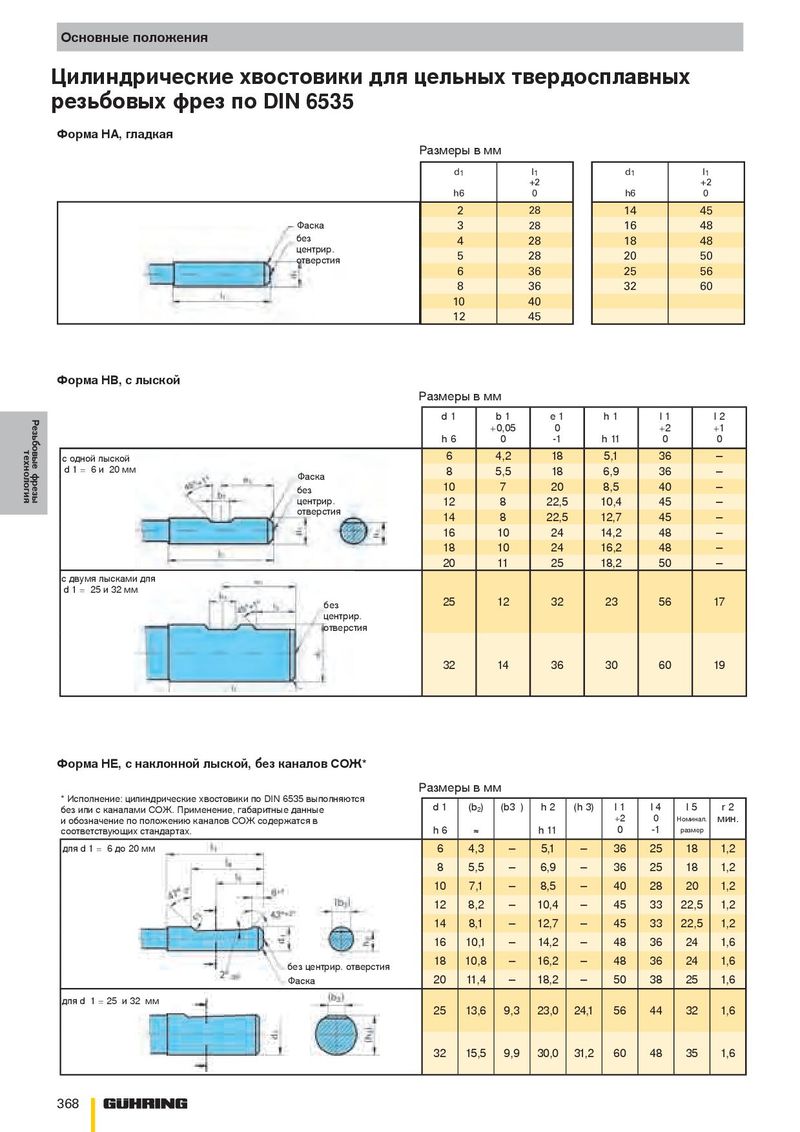
Основные положения Основные положения Основные положения Основные положения Методика и технология Методика и технология Цилиндрические хвостовики для цельных твердосплавных Цилиндрические хвостовики для цельных твердосплавных фрезерования резьбы фрезерования резьбы резьбовых фрез по DIN 6535 резьбовых фрез по DIN 6535 Форма НА, гладкая Форма НА, гладкая Схемы обработки (встречное/попутное фрезерование) Схемы обработки (встречное/попутное фрезерование) Соотношение зоны зацепления и способа врезания Соотношение зоны зацепления и способа врезания Размеры в мм Размеры в мм В связи с тем, что резьбовые фрезы изготавливаются с В связи с тем, что резьбовые фрезы изготавливаются с Если соблюдается соотношение диаметра фрезы к номи- Если соблюдается соотношение диаметра фрезы к номи- d d правой резьбой, направление вращения при резьбофре- правой резьбой, направление вращения при резьбофре- нальному диаметру резьбы свыше 70 %, то независимо от нальному диаметру резьбы свыше 70 %, то независимо от 1 1 l l 1 1 d d 1 1 l l 1 1 +2 +2 +2 +2 зеровании в основном правое. При изменении осевого на- зеровании в основном правое. При изменении осевого на- глубины профиля резьбы исключается искажение профиля глубины профиля резьбы исключается искажение профиля h6 h6 0 0 h6 h6 0 0 правления подачи, посредством встречного или попутного правления подачи, посредством встречного или попутного обработанной резьбы. Этот факт хорошо проявил себя на обработанной резьбы. Этот факт хорошо проявил себя на 2 2 28 28 14 14 45 45 фрезерования, могут быть изготовлены все комбинации фрезерования, могут быть изготовлены все комбинации практике. практике. Фаска Фаска 3 3 28 28 16 16 48 48 резьбы. резьбы. без без 4 4 28 28 18 18 48 48 центрир. центрир. Условия обработки, т.к. тип отверстия (глухое/сквозное), по- Условия обработки, т.к. тип отверстия (глухое/сквозное), по- Из этого чертежа видно, что диаметр резьбовой фрезы и Из этого чертежа видно, что диаметр резьбовой фрезы и отверстия отверстия 5 5 28 28 20 20 50 50 ложение инструмента (горизонтальное/вертикальное), вид ложение инструмента (горизонтальное/вертикальное), вид глубина профиля определяют угол зацепления относительно глубина профиля определяют угол зацепления относительно 6 6 36 36 25 25 56 56 и способ подвода СОЖ (и соответственно вывода стружки) и способ подвода СОЖ (и соответственно вывода стружки) диаметра резьбы. диаметра резьбы. 8 8 36 36 32 32 60 60 влияют на выбор вида фрезерования. влияют на выбор вида фрезерования. 10 10 40 40 12 12 45 45 Для резьбофрезерования необходимо по возможности ис- Для резьбофрезерования необходимо по возможности ис- Подача на режущей кромке резьбовой фрезы рассчиты- Подача на режущей кромке резьбовой фрезы рассчиты- пользовать встречное фрезерование с целью уменьшения пользовать встречное фрезерование с целью уменьшения вается через скорость резания (частоту вращения) и по- вается через скорость резания (частоту вращения) и по- силы резания, улучшения стружкообразования, увеличения силы резания, улучшения стружкообразования, увеличения дачу на зуб. При линейном перемещении подача на реж. дачу на зуб. При линейном перемещении подача на реж. стойкости инструмента и шероховатости обработанной по- стойкости инструмента и шероховатости обработанной по- кромке равна подаче в центре инструмента. Но винтовая кромке равна подаче в центре инструмента. Но винтовая Форма НВ, с лыской Форма НВ, с лыской верхности. верхности. интерполяция перемещается по круговой траектории. Так интерполяция перемещается по круговой траектории. Так Размеры в мм Размеры в мм Попутное фрезерование отличается тем, что из под режу- Попутное фрезерование отличается тем, что из под режу- как система ЧПУ для расчета траектории движения исполь- как система ЧПУ для расчета траектории движения исполь- щей кромки выходит стружка с величиной h=0 щей кромки выходит стружка с величиной h=0 зует центр инструмента как точку, необходимо запрограм- зует центр инструмента как точку, необходимо запрограм- Резьбовые фрезы d 1 d 1 b 1 b 1 е 1 е 1 h 1 h 1 l 1 l 1 l 2 l 2 +0,05 +0,05 0 0 +2 +2 +1 +1 мировать команду коррекции скорости (функция внесения мировать команду коррекции скорости (функция внесения h 6 h 6 0 0 -1 -1 h 11 h 11 0 0 0 0 коррекции). Если такая функция отсутствует или програм- коррекции). Если такая функция отсутствует или програм- технология с одной лыской с одной лыской 6 6 4,2 4,2 18 18 5,1 5,1 36 36 – – мируется относительно средней точки, то подачу необходи- мируется относительно средней точки, то подачу необходи- Встречное фрезерование Встречное фрезерование Попутное фрезерование Попутное фрезерование d 1 = 6 и 20 мм d 1 = 6 и 20 мм 8 8 5,5 5,5 18 18 6,9 6,9 36 36 – – Фаска Фаска мо предварительно пересчитать. мо предварительно пересчитать. без без 10 10 7 7 20 20 8,5 8,5 40 40 – – центрир. центрир. 12 12 8 8 22,5 22,5 10,4 10,4 45 45 – – Система ЧПУ всегда показывает скорость точки центра Система ЧПУ всегда показывает скорость точки центра отверстия отверстия 14 14 8 8 22,5 22,5 12,7 12,7 45 45 – – инструмента. При сухой обработке контроль осуществля- инструмента. При сухой обработке контроль осуществля- 16 16 10 10 24 24 14,2 14,2 48 48 – – ется легко. В случае ошибки расчетов коррекции скорость ется легко. В случае ошибки расчетов коррекции скорость 18 18 10 10 24 24 16,2 16,2 48 48 – – A A A A A A движения фрезы в несколько раз превышает необходимую движения фрезы в несколько раз превышает необходимую 20 20 11 11 25 25 18,2 18,2 50 50 – – Попутное Попутное h=0 h=0 h=0 h=0 h=0 h=0 с двумя лысками для с двумя лысками для фрезерование резьбы от- фрезерование резьбы от- подачу, что, как правило, приводит к поломке инструмента. подачу, что, как правило, приводит к поломке инструмента. h=m h=m h=m h=m h=m h=m d 1 = 25 и 32 мм d 1 = 25 и 32 мм личается тем, что при выходе личается тем, что при выходе режущей кромки толщина режущей кромки толщина без без 25 25 12 12 32 32 23 23 56 56 17 17 стружки равна нулю. стружки равна нулю. центрир. центрир. отверстия отверстия п п л л ен ен и и я я р р е е зьб зьб о о в в о о й й з з а а ц ц е е ф ф р р о о л л ез ез ы ы У У г г 32 32 14 14 36 36 30 30 60 60 19 19 Наруж. Ø Наруж. Ø резьбовой резьбовой фрезы фрезы Внутр. Ø резьбы Внутр. Ø резьбы Номин. Ø резьбы Номин. Ø резьбы Форма НЕ, с наклонной лыской, без каналов СОЖ* Форма НЕ, с наклонной лыской, без каналов СОЖ* Правая резьба в сквозном от- Правая резьба в сквозном от- Правая резьба в глухом Правая резьба в глухом верстии: верстии: отверстии: попутное отверстии: попутное Размеры в мм Размеры в мм встречное фрезерование встречное фрезерование фрезерование фрезерование * Исполнение: цилиндрические хвостовики по DIN 6535 выполняются * Исполнение: цилиндрические хвостовики по DIN 6535 выполняются по часовой стрелке, по часовой стрелке, против часовой стрелки, против часовой стрелки, без или с каналами СОЖ. Применение, габаритные данные без или с каналами СОЖ. Применение, габаритные данные d 1 d 1 (b (b 2 2 ) ) (b3 ) (b3 ) h 2 h 2 (h 3) (h 3) l 1 l 1 l 4 l 4 l 5 l 5 r 2 r 2 движение вниз на шаг резьбы. движение вниз на шаг резьбы. движение вверх на шаг движение вверх на шаг Расчетные формулы Расчетные формулы и обозначение по положению каналов СОЖ содержатся в и обозначение по положению каналов СОЖ содержатся в +2 +2 0 0 Номинал. Номинал. мин. мин. резьбы. резьбы. h 6 h 6 ≈ ≈ h 11 h 11 0 0 -1 -1 размер размер Подача расчетная (для режущей Подача расчетная (для режущей d d d d . . . . . . . . n n n n соответствующих стандартах. соответствующих стандартах. кромки) v кромки) v f f v v v v c c c c = = = = (м/мин) (м/мин) 1000 1000 Подача программируемая (для Подача программируемая (для 1000 1000 для d 1 = 6 до 20 мм для d 1 = 6 до 20 мм 6 6 4,3 4,3 – – 5,1 5,1 – – 36 36 25 25 18 18 1,2 1,2 оси инструмента) v оси инструмента) v m m Номин. Ø Номин. Ø v v v v c c c c . . . . 1000 1000 1000 1000 резьбы D n = n = n = [мин-1] [мин-1] резьбы D n = d d d d . . . . 8 8 5,5 5,5 – – 6,9 6,9 – – 36 36 25 25 18 18 1,2 1,2 v v v v f f f f = n = n = n = n . . . . z z z z . . . . f f f f z z z z (мм/мин) (мм/мин) 10 10 7,1 7,1 – – 8,5 8,5 – – 40 40 28 28 20 20 1,2 1,2 Наруж. Ø Наруж. Ø фрезы d фрезы d v v v v f f f f . . . . (D (D (D (D - d) - d) - d) - d) 12 12 8,2 8,2 – – 10,4 10,4 – – 45 45 33 33 22,5 22,5 1,2 1,2 v v v v m m m m = = = = (мм/мин) (мм/мин) D D D D 14 14 8,1 8,1 – – 12,7 12,7 – – 45 45 33 33 22,5 22,5 1,2 1,2 v v v v b b b b = n = n = n = n . . . . f f f f b b b b (мм/мин) (мм/мин) Левая резьба в глухом отверстии: Левая резьба в глухом отверстии: Левая резьба в сквозном Левая резьба в сквозном 16 16 10,1 10,1 – – 14,2 14,2 – – 48 48 36 36 24 24 1,6 1,6 v v встречное фрезерование встречное фрезерование отверстии: попутное отверстии: попутное c c = скорость резания = скорость резания v v f f = подача расчетная (для режущей кромки) = подача расчетная (для режущей кромки) по часовой стрелке, по часовой стрелке, фрезерование против фрезерование против v v m m = подача программируемая (для оси инструмента) = подача программируемая (для оси инструмента) 18 18 10,8 10,8 – – 16,2 16,2 – – 48 48 36 36 24 24 1,6 1,6 n n = частота вращения = частота вращения без центрир. отверстия без центрир. отверстия движение вверх на шаг резьбы. движение вверх на шаг резьбы. часовой стрелки, часовой стрелки, z z = число зубьев = число зубьев f z z = подача на зуб = подача на зуб Фаска Фаска 20 20 11,4 11,4 – – 18,2 18,2 – – 50 50 38 38 25 25 1,6 1,6 движение вниз на шаг движение вниз на шаг f f f b b = подача на оборот для сверления* = подача на оборот для сверления* резьбы. резьбы. v v b b = минутная подача для сверления* = минутная подача для сверления* Направление главного вращения резьбовой фрезы Направление главного вращения резьбовой фрезы D D = номин. диаметр резьбы [мм] = номин. диаметр резьбы [мм] для d 1 = 25 и 32 мм для d 1 = 25 и 32 мм осевое направление подачи осевое направление подачи d d = наружный диаметр фрезы [мм] = наружный диаметр фрезы [мм] 25 25 13,6 13,6 9,3 9,3 23,0 23,0 24,1 24,1 56 56 44 44 32 32 1,6 1,6 * для резьбовой фрезы-сверла * для резьбовой фрезы-сверла Шаг резьбы Шаг резьбы 32 32 15,5 15,5 9,9 9,9 30,0 30,0 31,2 31,2 60 60 48 48 35 35 1,6 1,6 368