Каталог Guhring фрезерный инструмент - страница 354
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 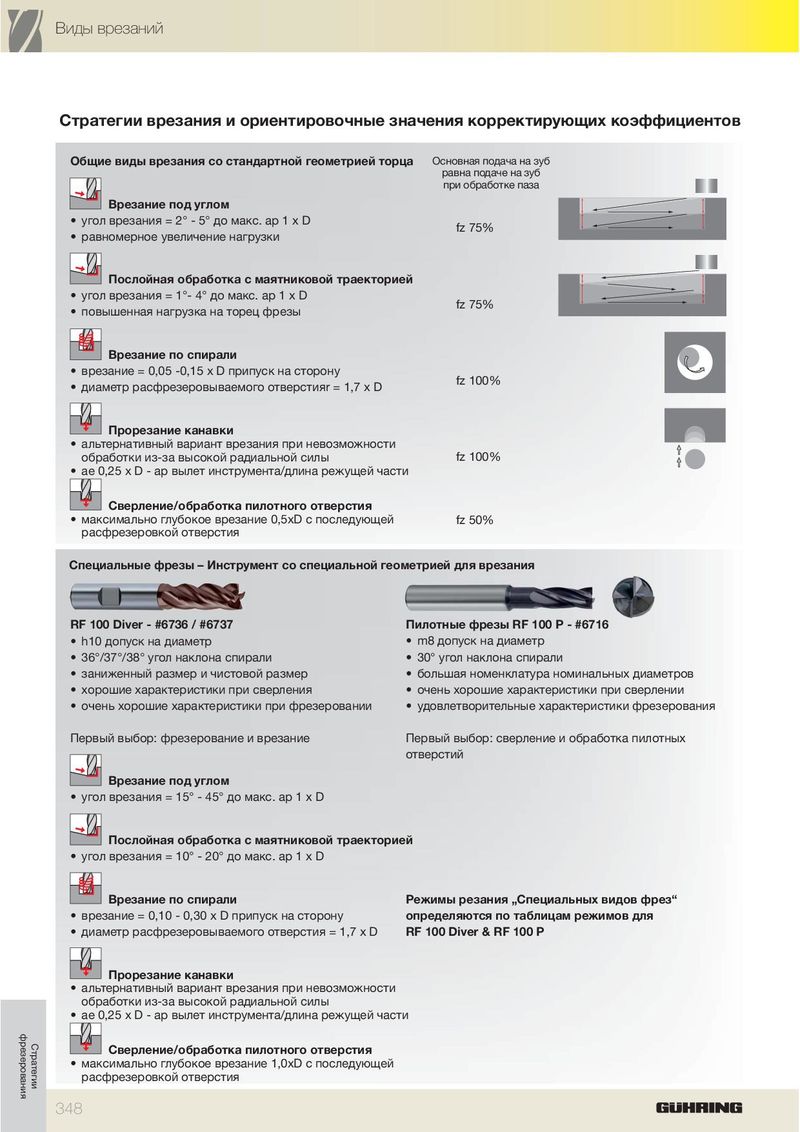
Виды врезаний Стратегии врезания и ориентировочные значения корректирующих коэффициентов Общие виды врезания со стандартной геометрией торца Основная подача на зуб равна подаче на зуб при обработке паза Врезание под углом • угол врезания = 2° - 5° до макс. ap 1 x D fz 75% • равномерное увеличение нагрузки Послойная обработка с маятниковой траекторией • угол врезания = 1°- 4° до макс. ap 1 x D fz 75% • повышенная нагрузка на торец фрезы Врезание по спирали • врезание = 0,05 -0,15 x D припуск на сторону fz 100% • диаметр расфрезеровываемого отверстияr = 1,7 x D Прорезание канавки • альтернативный вариант врезания при невозможности обработки из-за высокой радиальной силы fz 100% • ae 0,25 x D - ap вылет инструмента/длина режущей части Сверление/обработка пилотного отверстия • максимально глубокое врезание 0,5хD с последующей fz 50% расфрезеровкой отверстия Специальные фрезы – Инструмент со специальной геометрией для врезания RF 100 Diver - #6736 / #6737 Пилотные фрезы RF 100 P - #6716 • h10 допуск на диаметр • m8 допуск на диаметр • 36°/37°/38° угол наклона спирали • 30° угол наклона спирали • заниженный размер и чистовой размер • большая номенклатура номинальных диаметров • хорошие характеристики при сверления • очень хорошие характеристики при сверлении • очень хорошие характеристики при фрезеровании • удовлетворительные характеристики фрезерования Первый выбор: фрезерование и врезание Первый выбор: сверление и обработка пилотных отверстий Врезание под углом • угол врезания = 15° - 45° до макс. ap 1 x D Послойная обработка с маятниковой траекторией • угол врезания = 10° - 20° до макс. ap 1 x D Врезание по спирали Режимы резания „Специальных видов фрез“ • врезание = 0,10 - 0,30 x D припуск на сторону определяются по таблицам режимов для • диаметр расфрезеровываемого отверстия = 1,7 x D RF 100 Diver & RF 100 P Прорезание канавки • aльтернативный вариант врезания при невозможности обработки из-за высокой радиальной силы • ae 0,25 x D - ap вылет инструмента/длина режущей части фрезерования Стратегии Сверление/обработка пилотного отверстия • максимально глубокое врезание 1,0хD с последующей расфрезеровкой отверстия 348