Каталог Guhring фрезерный инструмент - страница 349
Навигация
 Каталог Guhring программы быстрорежущего инструмента PowerLine
Каталог Guhring программы быстрорежущего инструмента PowerLine Каталог Guhring программа фрез высочайшего качества PowerMill
Каталог Guhring программа фрез высочайшего качества PowerMill Каталог Guhring ружейные сверла
Каталог Guhring ружейные сверла Каталог Guhring резьбонарезной инструмент 2010
Каталог Guhring резьбонарезной инструмент 2010 Каталог Guhring инструментальная оснастка GM 300
Каталог Guhring инструментальная оснастка GM 300 Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100
Каталог Guhring высокопроизводительные концевые фрезы с неравномерным шагом спирали RF 100 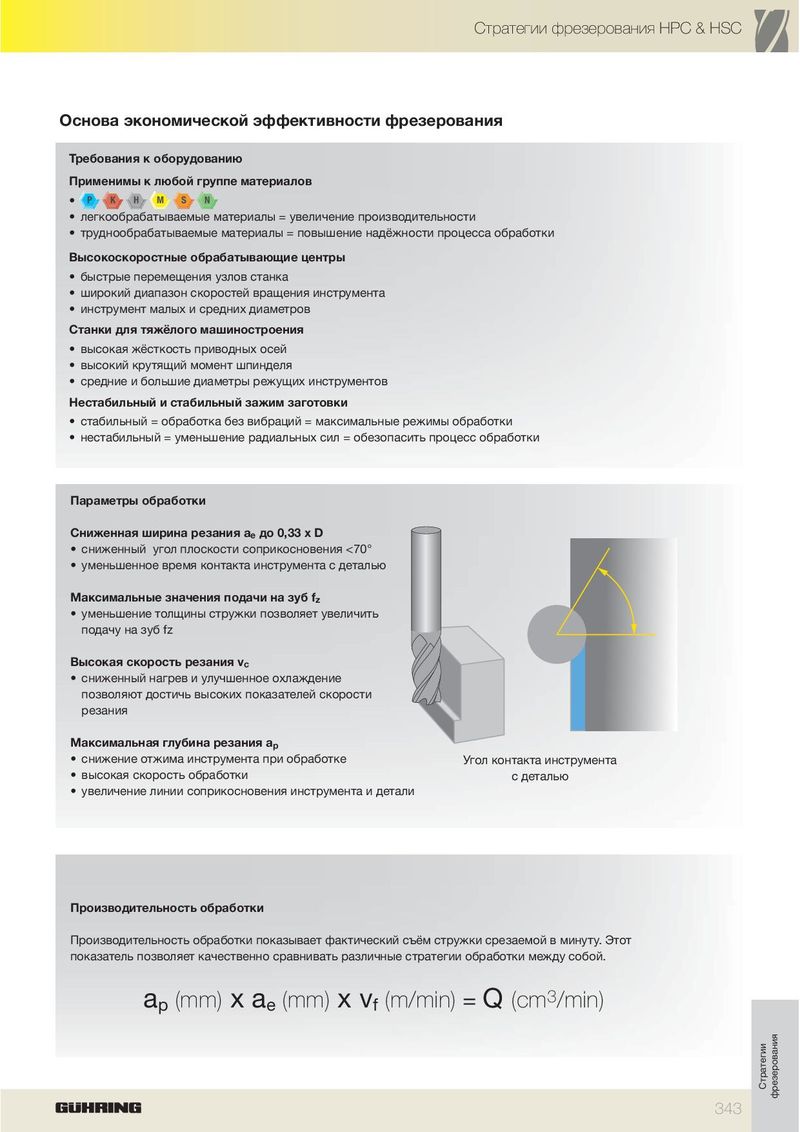
Стратегии фрезерования HPC & HSC Основа экономической эффективности фрезерования Требования к оборудованию Применимы к любой группе материалов • P K H M S N • легкообрабатываемые материалы = увеличение производительности • труднообрабатываемые материалы = повышение надёжности процесса обработки Высокоскоростные обрабатывающие центры • быстрые перемещения узлов станка • широкий диапазон скоростей вращения инструмента • инструмент малых и средних диаметров Станки для тяжёлого машиностроения • высокая жёсткость приводных осей • высокий крутящий момент шпинделя • средние и большие диаметры режущих инструментов Нестабильный и стабильный зажим заготовки • стабильный = обработка без вибраций = максимальные режимы обработки • нестабильный = уменьшение радиальных сил = обезопасить процесс обработки Параметры обработки Сниженная ширина резания a e до 0,33 х D • сниженный угол плоскости соприкосновения <70° • уменьшенное время контакта инструмента с деталью Максимальные значения подачи на зуб f z • уменьшение толщины стружки позволяет увеличить подачу на зуб fz Высокая скорость резания v c • сниженный нагрев и улучшенное охлаждение позволяют достичь высоких показателей скорости резания Максимальная глубина резания a p • снижение отжима инструмента при обработке Угол контакта инструмента • высокая скорость обработки с деталью • увеличение линии соприкосновения инструмента и детали Производительность обработки Производительность обработки показывает фактический съём стружки срезаемой в минуту. Этот показатель позволяет качественно сравнивать различные стратегии обработки между собой. 3 a p (mm) x a e (mm) x v f (m/min) = Q (cm /min) Стратегии фрезерования 343