Общий каталог Dormer Pramet 2018 - страница 572
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022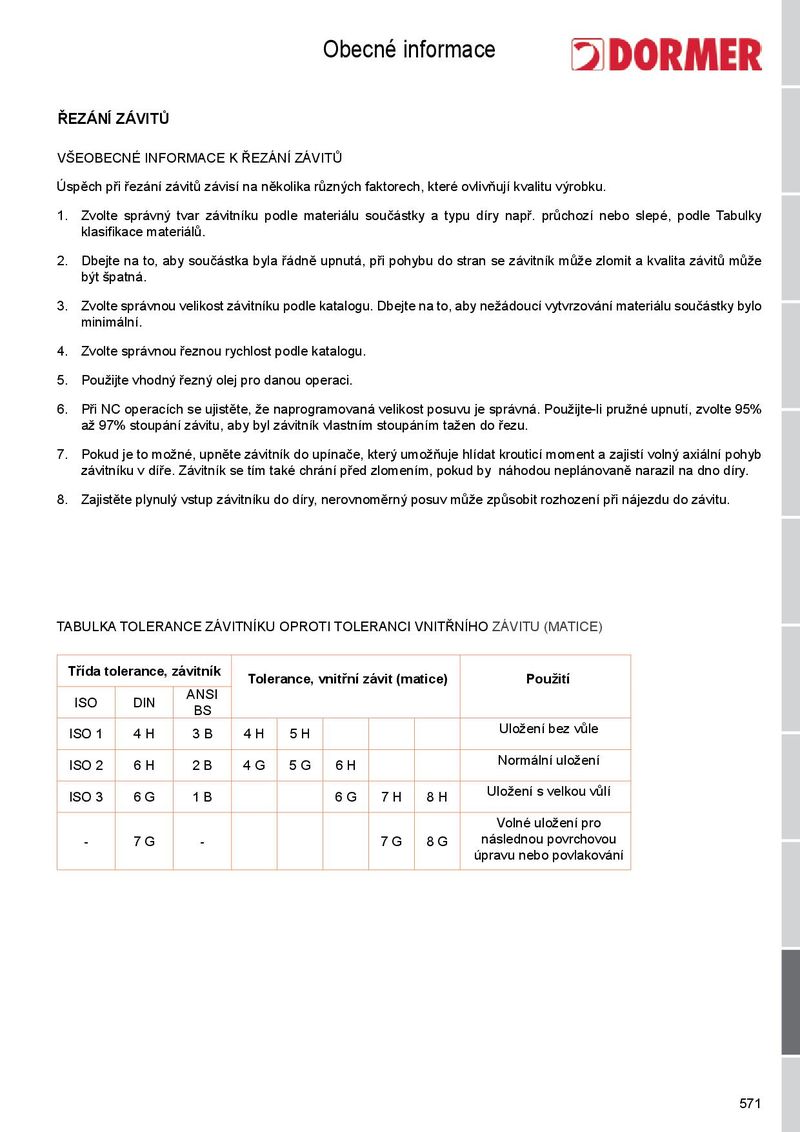
Obecné informace ŘEZÁNÍ ZÁVITŮ VŠEOBECNÉ INFORMACE K ŘEZÁNÍ ZÁVITŮ Úspěch při řezání závitů závisí na několika různých faktorech, které ovlivňují kvalitu výrobku. 1. zvolte správný tvar závitníku podle materiálu součástky a typu díry např. průchozí nebo slepé, podle Tabulky klasifikace materiálů. 2. dbejte na to, aby součástka byla řádně upnutá, při pohybu do stran se závitník může zlomit a kvalita závitů může být špatná. 3. zvolte správnou velikost závitníku podle katalogu. dbejte na to, aby nežádoucí vytvrzování materiálu součástky bylo minimální. 4. zvolte správnou řeznou rychlost podle katalogu. 5. Použijte vhodný řezný olej pro danou operaci. 6. Při Nc operacích se ujistěte, že naprogramovaná velikost posuvu je správná. Použijte-li pružné upnutí, zvolte 95% až 97% stoupání závitu, aby byl závitník vlastním stoupáním tažen do řezu. 7. Pokud je to možné, upněte závitník do upínače, který umožňuje hlídat krouticí moment a zajistí volný axiální pohyb závitníku v díře. závitník se tím také chrání před zlomením, pokud by náhodou neplánovaně narazil na dno díry. 8. zajistěte plynulý vstup závitníku do díry, nerovnoměrný posuv může způsobit rozhození při nájezdu do závitu. TABULKA ToLerANce záViTNíKU oProTi ToLerANci VNiTřNíHo záViTU (MATice) Třída tolerance, závitník Tolerance, vnitřní závit (matice) Použití ANSI ISO DIN BS Uložení bez vůle ISO 1 4 H 3 B 4 H 5 H Normální uložení ISO 2 6 H 2 B 4 G 5 G 6 H Uložení s velkou vůlí ISO 3 6 G 1 B 6 G 7 H 8 H Volné uložení pro - 7 G - 7 G 8 G následnou povrchovou úpravu nebo povlakování 571