Общий каталог Dormer Pramet 2018 - страница 567
Навигация
 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022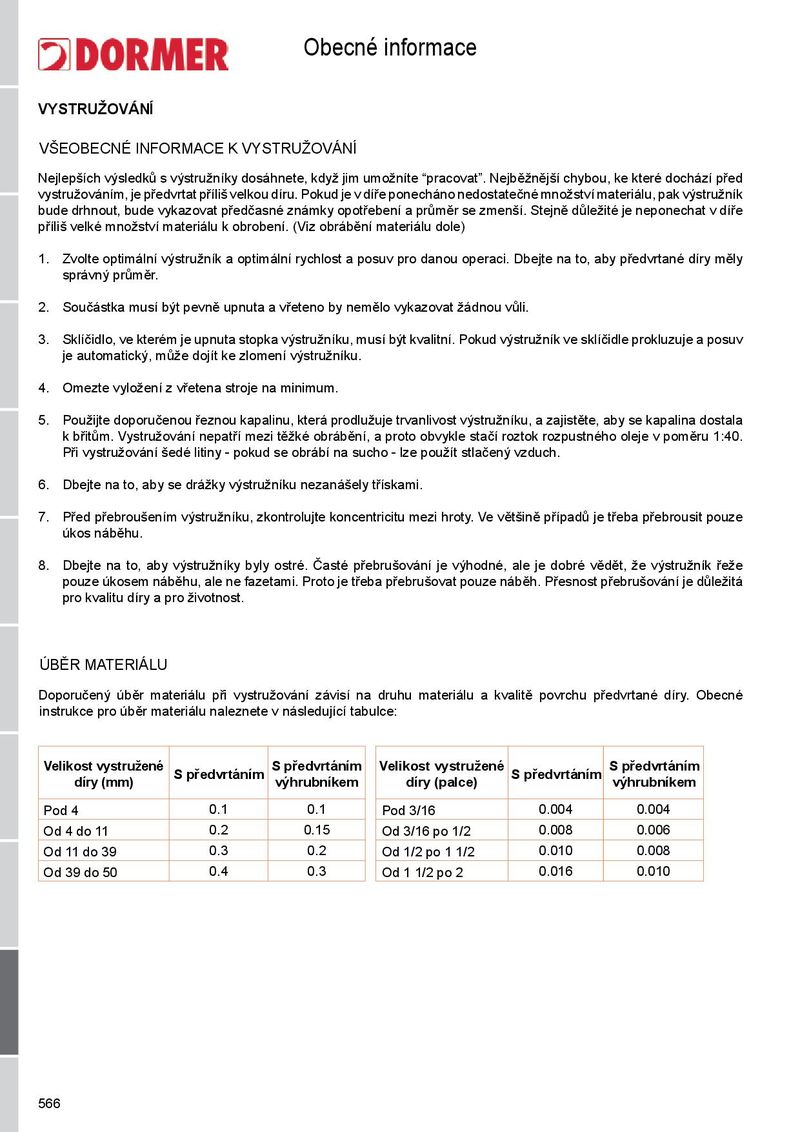
Obecné informace VYSTRUŽOVÁNÍ VŠeoBecNÉ iNForMAce K VySTrUŽoVáNí Nejlepších výsledků s výstružníky dosáhnete, když jim umožníte “pracovat”. Nejběžnější chybou, ke které dochází před vystružováním, je předvrtat příliš velkou díru. Pokud je v díře ponecháno nedostatečné množství materiálu, pak výstružník bude drhnout, bude vykazovat předčasné známky opotřebení a průměr se zmenší. Stejně důležité je neponechat v díře příliš velké množství materiálu k obrobení. (Viz obrábění materiálu dole) 1. zvolte optimální výstružník a optimální rychlost a posuv pro danou operaci. dbejte na to, aby předvrtané díry měly správný průměr. 2. Součástka musí být pevně upnuta a vřeteno by nemělo vykazovat žádnou vůli. 3. Sklíčidlo, ve kterém je upnuta stopka výstružníku, musí být kvalitní. Pokud výstružník ve sklíčidle prokluzuje a posuv je automatický, může dojít ke zlomení výstružníku. 4. omezte vyložení z vřetena stroje na minimum. 5. Použijte doporučenou řeznou kapalinu, která prodlužuje trvanlivost výstružníku, a zajistěte, aby se kapalina dostala k břitům. Vystružování nepatří mezi těžké obrábění, a proto obvykle stačí roztok rozpustného oleje v poměru 1:40. Při vystružování šedé litiny - pokud se obrábí na sucho - lze použít stlačený vzduch. 6. dbejte na to, aby se drážky výstružníku nezanášely třískami. 7. Před přebroušením výstružníku, zkontrolujte koncentricitu mezi hroty. Ve většině případů je třeba přebrousit pouze úkos náběhu. 8. dbejte na to, aby výstružníky byly ostré. Časté přebrušování je výhodné, ale je dobré vědět, že výstružník řeže pouze úkosem náběhu, ale ne fazetami. Proto je třeba přebrušovat pouze náběh. Přesnost přebrušování je důležitá pro kvalitu díry a pro životnost. ÚBĚR MATERIÁLU doporučený úběr materiálu při vystružování závisí na druhu materiálu a kvalitě povrchu předvrtané díry. obecné instrukce pro úběr materiálu naleznete v následující tabulce: Velikost vystružené S předvrtáním Velikost vystružené S předvrtáním S předvrtáním S předvrtáním díry (mm) výhrubníkem díry (palce) výhrubníkem Pod 4 0.1 0.1 Pod 3/16 0.004 0.004 Od 4 do 11 0.2 0.15 Od 3/16 po 1/2 0.008 0.006 Od 11 do 39 0.3 0.2 Od 1/2 po 1 1/2 0.010 0.008 Od 39 do 50 0.4 0.3 Od 1 1/2 po 2 0.016 0.010 566