Общий каталог Dormer Pramet 2017 - страница 854
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016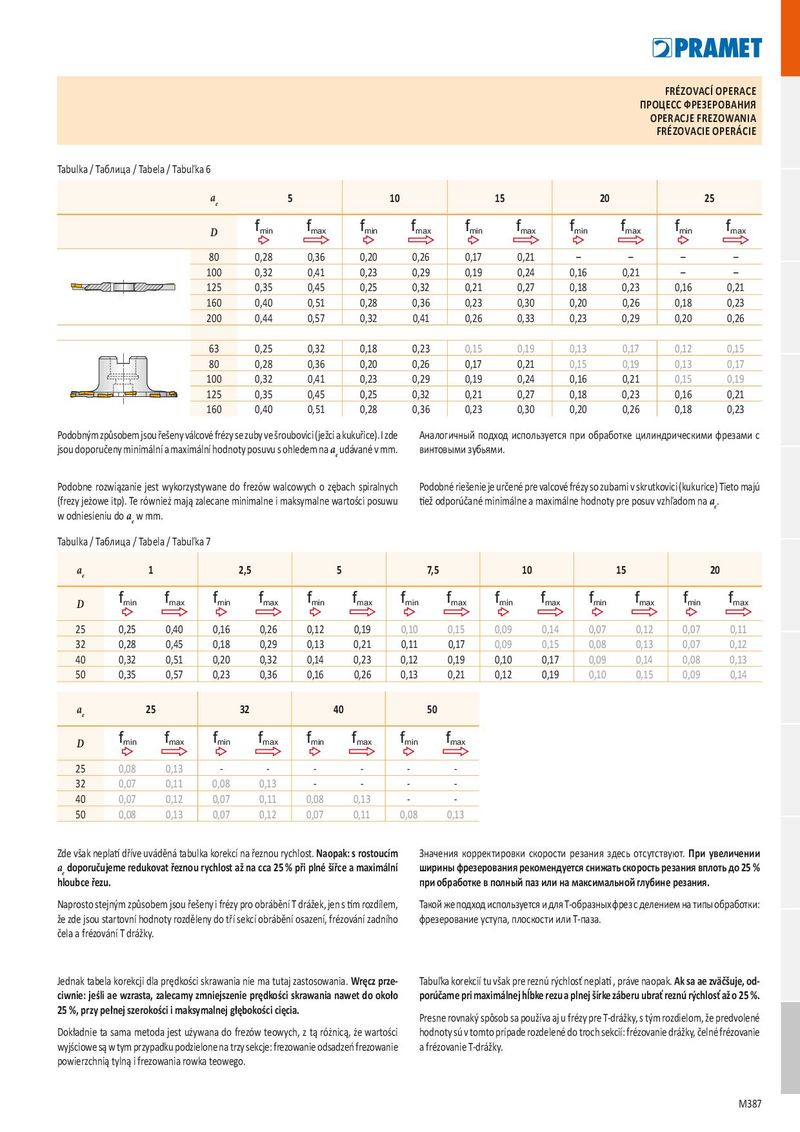
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE Tabulka / Таблица / Tabela / Tabuľka 6 a e 5 10 15 20 25 f f D min f max f min f max f min f max min f max f min f max 80 0,28 0,36 0,20 0,26 0,17 0,21 – – – – 100 0,32 0,41 0,23 0,29 0,19 0,24 0,16 0,21 – – 125 0,35 0,45 0,25 0,32 0,21 0,27 0,18 0,23 0,16 0,21 160 0,40 0,51 0,28 0,36 0,23 0,30 0,20 0,26 0,18 0,23 200 0,44 0,57 0,32 0,41 0,26 0,33 0,23 0,29 0,20 0,26 63 0,25 0,32 0,18 0,23 0,15 0,19 0,13 0,17 0,12 0,15 80 0,28 0,36 0,20 0,26 0,17 0,21 0,15 0,19 0,13 0,17 100 0,32 0,41 0,23 0,29 0,19 0,24 0,16 0,21 0,15 0,19 125 0,35 0,45 0,25 0,32 0,21 0,27 0,18 0,23 0,16 0,21 160 0,40 0,51 0,28 0,36 0,23 0,30 0,20 0,26 0,18 0,23 Podobným způsobem jsou řešeny válcové frézy se zuby ve šroubovici (ježci a kukuřice). I zde Аналогичный подход используется при обработке цилиндрическими фрезами с jsou doporučeny minimální a maximální hodnoty posuvu s ohledem na a e udávané v mm. винтовыми зубьями. Podobne rozwiązanie jest wykorzystywane do frezów walcowych o zębach spiralnych Podobné riešenie je určené pre valcové frézy so zubami v skrutkovici (kukurice) Tieto majú (frezy jeżowe itp). Te również mają zalecane minimalne i maksymalne wartości posuwu tiež odporúčané minimálne a maximálne hodnoty pre posuv vzhľadom na a e . w odniesieniu do a e w mm. Tabulka / Таблица / Tabela / Tabuľka 7 a e 1 2,5 5 7,5 10 15 20 f f D min f max min f max f min f max f min f max f min f max f min f max f min f max 25 0,25 0,40 0,16 0,26 0,12 0,19 0,10 0,15 0,09 0,14 0,07 0,12 0,07 0,11 32 0,28 0,45 0,18 0,29 0,13 0,21 0,11 0,17 0,09 0,15 0,08 0,13 0,07 0,12 40 0,32 0,51 0,20 0,32 0,14 0,23 0,12 0,19 0,10 0,17 0,09 0,14 0,08 0,13 50 0,35 0,57 0,23 0,36 0,16 0,26 0,13 0,21 0,12 0,19 0,10 0,15 0,09 0,14 a e 25 32 40 50 f f D min max f min f max f min f max f min f max 25 0,08 0,13 - - - - - - 32 0,07 0,11 0,08 0,13 - - - - 40 0,07 0,12 0,07 0,11 0,08 0,13 - - 50 0,08 0,13 0,07 0,12 0,07 0,11 0,08 0,13 Zde však neplatí dříve uváděná tabulka korekcí na řeznou rychlost. Naopak: s rostoucím Значения корректировки скорости резания здесь отсутствуют. При увеличении a e doporučujeme redukovat řeznou rychlost až na cca 25 % při plné šířce a maximální ширины фрезерования рекомендуется снижать скорость резания вплоть до 25 % hloubce řezu. при обработке в полный паз или на максимальной глубине резания. Naprosto stejným způsobem jsou řešeny i frézy pro obrábění T drážek, jen s tím rozdílem, Такой же подход используется и для Т-образных фрез с делением на типы обработки: že zde jsou startovní hodnoty rozděleny do tří sekcí obrábění osazení, frézování zadního фрезерование уступа, плоскости или Т-паза. čela a frézování T drážky. Jednak tabela korekcji dla prędkości skrawania nie ma tutaj zastosowania. Wręcz prze- Tabuľka korekcií tu však pre reznú rýchlosť neplatí , práve naopak. Ak sa ae zväčšuje, od- ciwnie: jeśli ae wzrasta, zalecamy zmniejszenie prędkości skrawania nawet do około porúčame pri maximálnej hĺbke rezu a plnej šírke záberu ubrať reznú rýchlosť až o 25 %. 25 %, przy pełnej szerokości i maksymalnej głębokości cięcia. Presne rovnaký spôsob sa používa aj u frézy pre T-drážky, s tým rozdielom, že predvolené Dokładnie ta sama metoda jest używana do frezów teowych, z tą różnicą, że wartości hodnoty sú v tomto prípade rozdelené do troch sekcií: frézovanie drážky, čelné frézovanie wyjściowe są w tym przypadku podzielone na trzy sekcje: frezowanie odsadzeń frezowanie a frézovanie T-drážky. powierzchnią tylną i frezowania rowka teowego. M387