Общий каталог Dormer Pramet 2017 - страница 851
Навигация
 Каталог Dormer Pramet токарная обработка 2021 - 2022
Каталог Dormer Pramet токарная обработка 2021 - 2022 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Общий каталог Dormer Pramet 2018
Общий каталог Dormer Pramet 2018 Брошюра Dormer Pramet новинки 2021
Брошюра Dormer Pramet новинки 2021 Общий каталог Dormer Pramet 2016
Общий каталог Dormer Pramet 2016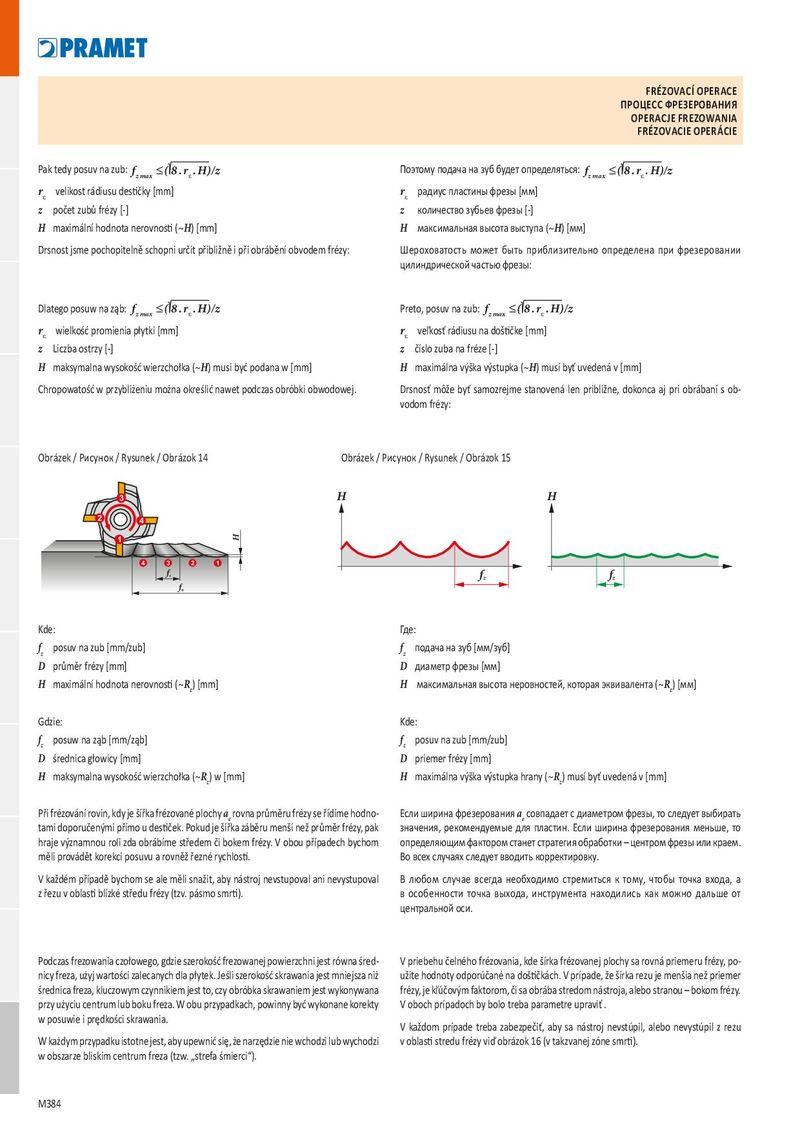
FRÉZOVACÍ OPERACE ПРОЦЕСС ФРЕЗЕРОВАНИЯ OPERACJE FREZOWANIA FRÉZOVACIE OPERÁCIE Pak tedy posuv na zub: f Поэтому подача на зуб будет определяться: z max ≤( 8 . r e . H)/z f z max ≤( 8 . r e . H)/z r e velikost rádiusu destičky [mm] r e радиус пластины фрезы [мм] z počet zubů frézy [-] z количество зубьев фрезы [-] H maximální hodnota nerovnosti (~H) [mm] H максимальная высота выступа (~H) [мм] Drsnost jsme pochopitelně schopni určit přibližně i při obrábění obvodem frézy: Шероховатость может быть приблизительно определена при фрезеровании цилиндрической частью фрезы: Dlatego posuw na ząb: f Preto, posuv na zub: z max ≤( 8 . r e . H)/z f z max ≤( 8 . r e . H)/z r e wielkość promienia płytki [mm] r e veľkosť rádiusu na doštičke [mm] z Liczba ostrzy [-] z číslo zuba na fréze [-] H maksymalna wysokość wierzchołka (~H) musi być podana w [mm] H maximálna výška výstupka (~H) musí byť uvedená v [mm] Chropowatość w przybliżeniu można określić nawet podczas obróbki obwodowej. Drsnosť môže byť samozrejme stanovená len približne, dokonca aj pri obrábaní s ob- vodom frézy: Obrázek / Рисунок / Rysunek / Obrázok 14 Obrázek / Рисунок / Rysunek / Obrázok 15 3 H H 2 4 1 H 4 3 2 1 f z f z f z f n Kde: Где: f z posuv na zub [mm/zub] f z подача на зуб [мм/зуб] D průměr frézy [mm] D диаметр фрезы [мм] H maximální hodnota nerovnosti (~R z ) [mm] H максимальная высота неровностей, которая эквивалента (~R z ) [мм] Gdzie: Kde: f z posuw na ząb [mm/ząb] f z posuv na zub [mm/zub] D średnica głowicy [mm] D priemer frézy [mm] H maksymalna wysokość wierzchołka (~R z ) w [mm] H maximálna výška výstupka hrany (~R z ) musí byť uvedená v [mm] Při frézování rovin, kdy je šířka frézované plochy a e rovna průměru frézy se řídíme hodno- Если ширина фрезерования a e совпадает с диаметром фрезы, то следует выбирать tami doporučenými přímo u destiček. Pokud je šířka záběru menší než průměr frézy, pak значения, рекомендуемые для пластин. Если ширина фрезерования меньше, то hraje významnou roli zda obrábíme středem či bokem frézy. V obou případech bychom определяющим фактором станет стратегия обработки – центром фрезы или краем. měli provádět korekci posuvu a rovněž řezné rychlosti. Во всех случаях следует вводить корректировку. V každém případě bychom se ale měli snažit, aby nástroj nevstupoval ani nevystupoval В любом случае всегда необходимо стремиться к тому, чтобы точка входа, а z řezu v oblasti blízké středu frézy (tzv. pásmo smrti). в особенности точка выхода, инструмента находились как можно дальше от центральной оси. Podczas frezowania czołowego, gdzie szerokość frezowanej powierzchni jest równa śred- V priebehu čelného frézovania, kde šírka frézovanej plochy sa rovná priemeru frézy, po- nicy freza, użyj wartości zalecanych dla płytek. Jeśli szerokość skrawania jest mniejsza niż užite hodnoty odporúčané na doštičkách. V prípade, že šírka rezu je menšia než priemer średnica freza, kluczowym czynnikiem jest to, czy obróbka skrawaniem jest wykonywana frézy, je kľúčovým faktorom, či sa obrába stredom nástroja, alebo stranou – bokom frézy. przy użyciu centrum lub boku freza. W obu przypadkach, powinny być wykonane korekty V oboch prípadoch by bolo treba parametre upraviť . w posuwie i prędkości skrawania. V každom prípade treba zabezpečiť, aby sa nástroj nevstúpil, alebo nevystúpil z rezu W każdym przypadku istotne jest, aby upewnić się, że narzędzie nie wchodzi lub wychodzi v oblasti stredu frézy viď obrázok 16 (v takzvanej zóne smrti). w obszarze bliskim centrum freza (tzw. „strefa śmierci“). M384