Каталог Dormer Pramet токарная обработка 2021 - 2022 - страница 358
Навигация
 Каталог Dormer Pramet обработка отверстий 2021 - 2022
Каталог Dormer Pramet обработка отверстий 2021 - 2022 Каталог Dormer Pramet фрезерование 2021 - 2022
Каталог Dormer Pramet фрезерование 2021 - 2022 Каталог оснастка Dormer Pramet 2016
Каталог оснастка Dormer Pramet 2016 Общий каталог Dormer Pramet 2017
Общий каталог Dormer Pramet 2017 Каталог Dormer Pramet обработка резьбы 2021 - 2022
Каталог Dormer Pramet обработка резьбы 2021 - 2022- Содержание
- Алфавитный указатель
- WMG & ISO 13399
- Точение ISO
- Позитивные пластины
- CC
- CCGT
- CCMT
- CCMW
- CCGW CBN
- SCAC(RL) EXT
- SCBC(RL) EXT
- SCDCR EXT
- SCFC(RL) EXT
- SCLC(RL) EXT
- C.-SCLC(RL) EXT
- SCFC(RL) INT
- SCKC(RL) INT
- SCLC(RL) INT
- SCXC(RL) INT
- C.-SCLC(RL) INT
- CP
- CPGX
- DC
- DCGT
- DCMT
- DCMW
- DCGW CBN
- DCMW PCD
- SDJC(RL) EXT
- SDNCN EXT
- C.-SDJC(RL) EXT
- C.-SDNCN EXT
- SDQC(RL) INT
- SDUC(RL) INT
- SDUC(RL)-E INT
- SDZC(RL) INT
- C.-SDUC(RL) INT
- EC
- ECGT
- ECMT
- ECMW
- SEGC(RL) EXT
- SEUC(RL) INT
- EP
- EPGX
- EPMT
- SELP(RL) INT
- SELP(RL)-E INT
- SEUP(RL) INT
- SEXP(RL) INT
- SEXP(RL)-E INT
- RC
- RCGT
- RCMT
- RCMW
- RCMX
- RCGX CER
- PRDCN EXT
- PRSC(RL) EXT
- SRDC(RL) EXT
- SRDCN EXT
- SRSC(RL) EXT
- C.-SRDCN EXT
- KHP-RSC(RL)
- DKH(RL)
- SC
- SCGT
- SCMT
- SCMW
- SSBC(RL) EXT
- SSDCN EXT
- SSKC(RL) EXT
- KHS-SBC(RL)
- DKH(RL)
- SSSC(RL) INT
- SP
- SPMR
- SPUN
- SPGN CER
- TC
- TCGT
- TCMT
- TCMW
- TCGW CBN
- STFC(RL) EXT
- STFC(RL)-A EXT
- STJC(RL) EXT
- STFC(RL) INT
- STFC(RL)-E INT
- TP
- TPGX
- TPMR
- TPUN
- TPGN CER
- VB
- VBMT
- VBGW CBN
- SVHB(C)(RL) EXT
- SVJB(C)(RL) EXT
- SVPB(C)(RL) EXT
- SVVB(C)N EXT
- SVXB(C)(RL) EXT
- C.-SVHB(RL) EXT
- C.-SVJB(RL) EXT
- C.-SVVBN EXT
- SVJB(RL) INT
- SVQB(C)(RL) INT
- SVUB(C)(RL) INT
- C.-SVQB(RL) INT
- VC
- VCGT
- VCGW
- VCGX
- VCMT
- VCMW
- VCMW PCD
- SVAC(RL)-DC EXT
- SVGC(RL) EXT
- SVHB(C)(RL) EXT
- SVJB(C)(RL) EXT
- SVJC(RL)-DC EXT
- SVPB(C)(RL) EXT
- SVVB(C)N EXT
- SVXB(C)(RL) EXT
- C.-SVHB(RL) EXT
- C.-SVJB(RL) EXT
- C.-SVVBN EXT
- SVJB(RL) INT
- SVLC(RL) INT
- SVQB(C)(RL) INT
- SVUB(C)(RL) INT
- SVXC(RL) INT
- SVXC(RL)-E INT
- C.-SVQB(RL) INT
- WC
- WCGT
- WCGX
- WCMT
- SWLC(RL) EXT
- SWLC(RL) INT
- SWUC(RL) INT
- SWUC(RL)-E INT
- Негативные пластины
- CN
- CNGG
- CNMA
- CNMG
- CNMM
- CNGA CER
- CNGN CER
- CNGA CBN
- DCBN(RL) EXT
- DCKN(RL) EXT
- DCLN(RL) EXT
- PCBN(RL) EXT
- PCKN(RL) EXT
- PCLN(RL) EXT
- C.-DCLN(RL) EXT
- KHP-CBN(RL)
- KHP-CLN(RL)
- DKH(RL)
- DCLN(RL) INT
- PCLN(RL) INT
- C.-DCLN(RL) INT
- DN
- DNMA
- DNMG
- DNMM
- DNGA CER
- DNGN CER
- DNGA CBN
- DDJN(RL) EXT
- PDJN(RL) EXT
- PDNN(RL) EXT
- PDXN(RL) EXT
- C.-DDJN(RL) EXT
- C.-DDNNN EXT
- C.-DDUN(RL) EXT
- DDUN(RL) INT
- PDUN(RL) INT
- C.-DDUN(RL) INT
- KN
- KNUX
- CKJN(RL) EXT
- LN
- LNUX 40, LN.X 50
- PLBN(RL) EXT
- KHP-LBN(RL)
- DKH(RL)
- RN
- RNMG
- RNGN CER
- DRSN(RL) EXT
- PRSN(RL) EXT
- C.-DRSN(RL) EXT
- SN
- SNMA
- SNMG
- SNMM
- SNMX
- SNGA CER
- SNGN CER
- DSBN(RL) EXT
- DSDNN EXT
- DSKN(RL) EXT
- DSSN(RL) EXT
- PSBN(RL) EXT
- PSDNN EXT
- PSKN(RL) EXT
- PSSN(RL) EXT
- C.-DSDNN EXT
- C.-DSKN(RL) EXT
- C.-DSRN(RL) EXT
- C.-DSSN(RL) EXT
- KHP-SBN(RL)
- KHP-SSN(RL)
- DKH(RL)
- PSKN(RL) INT
- TN
- TNMA
- TNMG
- TNMM
- TNGA CER
- TNGN CER
- TNGA CBN
- DTFN(RL) EXT
- DTGN(RL) EXT
- MTJN(RL) EXT
- PTFN(RL) EXT
- PTGN(RL) EXT
- PTTN(RL) EXT
- C.-DTJN(RL) EXT
- DTFN(RL) INT
- PTFN(RL) INT
- C.-DTFN(RL) INT
- VN
- VNMG
- VNGA CER
- VNGA CBN
- DVJN(RL) EXT
- DVPN(RL) EXT
- MVJN(RL) EXT
- C.-DVJN(RL) EXT
- DVUN(RL) INT
- WN
- WNMA
- WNMG
- WNMM
- WNGA CBN
- DWLN(RL) EXT
- MWLN(RL) EXT
- PWLN(RL) EXT
- C.-DWLN(RL) EXT
- DWLN(RL) INT
- PWLN(RL) INT
- C.-DWLN(RL) INT
- Геометрии пластин
- Точение канавок и отрезка
- GL
- GL. D - GM
- GL. D - MM
- GL. D - PM
- GL. D - PR
- GLSF(RL) EXT
- GLSF(RL) EXT-G
- GLSF(RL) EXT-S
- GLS B
- DU, D
- Глубина обработки
- LC 13
- LCMF 13 - CM
- LCMF 13 - F
- LCMF 13 - MP
- LCMR 13 - F
- LCMR 13 - MP
- GG.(RL) INT
- GFIL-L AXIAL
- GFIL-R AXIAL
- GFIR-L AXIAL
- GFIR-R AXIAL
- GFML-L AXIAL
- GFML-R AXIAL
- GFMR-L AXIAL
- GFMR-R AXIAL
- GGI(RL)-90 AXIAL
- LC 16, 30
- LCMF 16 - CM
- LCMF 16, LCMF 30 - F
- LCMF 16 - M
- LCMF 16, LCMF 30 - MP
- LCMR 16 - CM
- LCMR 16, LCMR 30 - F
- LCMR 16 - M
- LCMR 16 - MP
- GFI(RL) EXT
- GFM(RL) EXT
- XLCCN B
- DU, D
- XLCCN 25 BS
- MS-EN
- GFIL-L AXIAL
- GFIL-R AXIAL
- GFIR-L AXIAL
- GFIR-R AXIAL
- GFML-L AXIAL
- GFML-R AXIAL
- GFMR-L AXIAL
- GFMR-R AXIAL
- GGI(RL)-90 AXIAL
- LC 20
- LCMF 20 - F1
- LCMF 20 - M2
- LCMF 20 - MP
- GFK(RL) EXT
- LFMX
- LFMX - F1
- LFMX - F2
- LFMX - M2
- XLCFN B
- DU, D
- XLCF(NRL) BS
- XLXFL BS AXIAL
- MS-EN
- LFUX
- LFUX
- XLCF(RL)
- XLCFN B LFUX
- DU, D
- X 61
- X 61
- X 61 R
- P61(RL) EXT
- P61(RL) INT
- X 61-1
- X 61-1
- X 61 R-1
- P61S(RL)-1 INT
- TN
- TN R EXT
- TN R INT
- TN ZZ EXT
- TN ZZ INT
- SE(RL)
- SI(RL)
- Точение резьбы
- Пластины
- TN M EXT
- TN M INT
- TN MJ EXT
- TN 60° PP EXT
- TN 60° PP INT
- TN 60°-S PP EXT
- TN 60°-S PP INT
- TN UN EXT
- TN UN INT
- TN UNJ EXT
- TN W EXT
- TN W INT
- TN 55° PP EXT
- TN 55° PP INT
- TN BSPT EXT
- TN BSPT INT
- TN NPT EXT
- TN NPT INT
- TN TR EXT
- TN TR INT
- TN TR-S EXT
- TN TR-S INT
- TN ACME EXT
- TN ACME INT
- TN STACME EXT
- TN STACME INT
- TN API RD EXT
- TN API RD INT
- TN RD EXT
- TN RD INT
- Державки
- SE(RL)
- SE(RL)-S
- SI(RL)
- SI(RL)-S
- Подкладные пластины
- Глубина врезаний
- Строгание
- HZ
- HZ-2
- PHZ
- PHZ-2
- Техническая информация
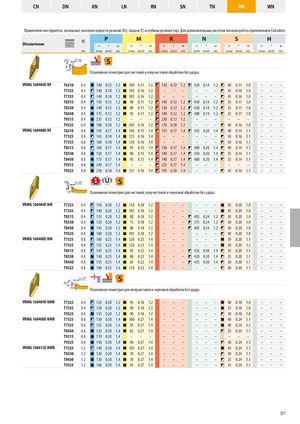
CN DN KN LN RN SN TN VN WN Применение инструмента, начальные значения скорости резания (Vc), подачи (f) и глубины резания (ap). Для дополнительных расчетов воспользуйтесь приложением Calculator. Обозначение RE P M K N S Hvcfapvcfapvcfapvcfapvcfapvcfap (мм) (м/мин) (мм/об) (мм) (м/мин) (мм/об) (мм) (м/мин) (мм/об) (мм) (м/мин) (мм/об) (мм) (м/мин) (мм/об) (мм) (м/мин) (мм/об) (мм) Позитивная геометрия для чистовой и получистовой обработки без удара. VNMG 160404E-NF T6310 0.4 140 0.12 1.2 100 0.11 1.2 110 0.12 1.2 420 0.14 1.2 40 0.11 1.0 – – – T7325 0.4 140 0.18 1.2 105 0.16 1.2 – – – – – – 45 0.16 1.0 – – – T7335 0.4 140 0.18 1.2 105 0.16 1.2 – – – – – – 45 0.16 1.0 – – – T8315 0.4 150 0.12 1.2 90 0.11 1.2 140 0.12 1.2 450 0.14 1.2 35 0.11 1.0 – – – T8330 0.4 140 0.12 1.2 80 0.11 1.2 130 0.12 1.2 420 0.14 1.2 35 0.11 1.0 – – – T8430 0.4 175 0.12 1.2 95 0.11 1.2 140 0.12 1.2 480 0.14 1.2 35 0.11 1.0 – – – T9315 0.4 235 0.12 1.2 – – – 220 0.12 1.2 – – – – – – – – – T9325 0.4 180 0.18 1.2 105 0.16 1.2 170 0.18 1.2 – – – 40 0.16 1.0 – – – VNMG 160408E-NF T6310 0.8 145 0.17 1.4 100 0.15 1.4 115 0.17 1.4 435 0.20 1.4 40 0.14 1.1 – – – T7325 0.8 165 0.18 1.4 125 0.16 1.4 – – – – – – 50 0.16 1.1 – – – T7335 0.8 160 0.18 1.4 120 0.16 1.4 – – – – – – 50 0.16 1.1 – – – T8315 0.8 160 0.17 1.4 95 0.15 1.4 150 0.17 1.4 480 0.20 1.4 40 0.14 1.1 – – – T8330 0.8 150 0.17 1.4 90 0.15 1.4 140 0.17 1.4 450 0.20 1.4 35 0.14 1.1 – – – T8430 0.8 175 0.17 1.4 95 0.15 1.4 140 0.17 1.4 480 0.20 1.4 35 0.14 1.1 – – – T9315 0.8 240 0.17 1.4 – – – 225 0.17 1.4 – – – – – – – – – T9325 0.8 210 0.18 1.4 125 0.16 1.4 195 0.18 1.4 – – – 45 0.16 1.1 – – – Позитивная геометрия для чистовой, получистовой и черновой обработки без удара. VNMG 160404E-NM T7325 0.4 145 0.20 1.2 110 0.18 1.2 – – – – – – 45 0.20 1.0 – – – T7335 0.4 140 0.20 1.2 105 0.18 1.2 – – – – – – 45 0.20 1.0 – – – T8315 0.4 135 0.20 1.2 80 0.18 1.2 – – – 405 0.24 1.2 30 0.20 1.0 – – – T8330 0.4 125 0.20 1.2 75 0.18 1.2 – – – 375 0.24 1.2 30 0.20 1.0 – – – T8430 0.4 145 0.20 1.2 80 0.18 1.2 – – – 405 0.24 1.2 30 0.20 1.0 – – – T9325 0.4 180 0.20 1.2 105 0.18 1.2 – – – – – – 40 0.20 1.0 – – – VNMG 160408E-NM T7325 0.8 160 0.25 1.4 120 0.23 1.4 – – – – – – 50 0.20 1.1 – – – T7335 0.8 155 0.25 1.4 120 0.23 1.4 – – – – – – 50 0.20 1.1 – – – T8315 0.8 145 0.25 1.4 85 0.23 1.4 – – – 435 0.30 1.4 35 0.20 1.1 – – – T8330 0.8 140 0.25 1.4 80 0.23 1.4 – – – 420 0.30 1.4 35 0.20 1.1 – – – T8430 0.8 155 0.25 1.4 85 0.23 1.4 – – – 435 0.30 1.4 30 0.20 1.1 – – – T9325 0.8 190 0.25 1.4 110 0.23 1.4 – – – – – – 40 0.20 1.1 – – – Позитивная геометрия для получистовой и черновой обработки без удара. VNMG 160404E-NMR T7325 0.4 125 0.20 1.2 95 0.18 1.2 – – – – – – 40 0.18 1.0 – – – T7335 0.4 120 0.20 1.2 90 0.18 1.2 – – – – – – 35 0.18 1.0 – – – T9325 0.4 155 0.20 1.2 90 0.18 1.2 – – – – – – 30 0.18 1.0 – – – VNMG 160408E-NMR T7325 0.8 130 0.30 1.4 100 0.27 1.4 – – – – – – 40 0.24 1.1 – – – T7335 0.8 125 0.30 1.4 95 0.27 1.4 – – – – – – 40 0.24 1.1 – – – T8430 0.8 125 0.30 1.4 65 0.27 1.4 – – – – – – 25 0.24 1.1 – – – T9315 0.8 170 0.30 1.4 – – – – – – – – – – – – – – – T9325 0.8 150 0.30 1.4 90 0.27 1.4 – – – – – – 30 0.24 1.1 – – – VNMG 160412E-NMR T7325 1.2 140 0.30 1.4 105 0.27 1.4 – – – – – – 45 0.24 1.1 – – – T8330 1.2 120 0.30 1.4 70 0.27 1.4 – – – – – – 30 0.24 1.1 – – – T8430 1.2 130 0.30 1.4 70 0.27 1.4 – – – – – – 25 0.24 1.1 – – – T9325 1.2 160 0.30 1.4 95 0.27 1.4 – – – – – – 35 0.24 1.1 – – – 357