Общий каталог Dijet 2018 - страница 515
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском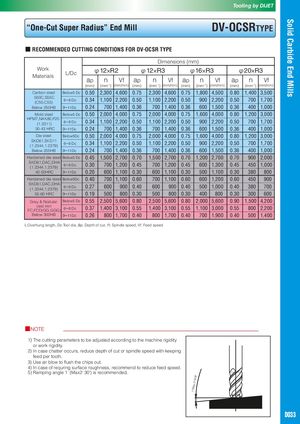
Solid Carbide End Mills Tooling by DIJET “One-Cut Super Radius” End Mill DV-OCSRTYPE ■ RECOMMENDED CUTTING CONDITIONS FOR DV-OCSR TYPE Dimensions (mm) WorkMaterials L/Dc φ12×R2 φ12×R3 φ16×R3apnVfapnVfap n Vf φ20×R3apn Vf (mm) (mm-1) (mm/min) (mm) (mm-1) (mm/min) (mm) (mm-1) (mm/min) (mm) (mm-1) (mm/min) Carbon steel Below5 Dc 0.50 2,300 4,600 0.75 2,300 4,600 0.75 1,800 4,500 0.80 1,400 3,500 S50C,S55C(C50,C55)6~8 Dc 0.34 1,100 2,200 0.50 1,100 2,200 0.50 900 2,200 0.50 700 1,700 Below 250HB 9~11Dc 0.24 700 1,400 0.36 700 1,400 0.36 600 1,500 0.36 400 1,000 Mold steel Below5 Dc 0.50 2,000 4,000 0.75 2,000 4,000 0.75 1,600 4,000 0.80 1,200 3,000 HPM7,NAK80,P20(1.2311)6~8 Dc 0.34 1,100 2,200 0.50 1,100 2,200 0.50 900 2,200 0.50 700 1,700 30-43 HRC 9~11Dc 0.24 700 1,400 0.36 700 1,400 0.36 600 1,500 0.36 400 1,000 Die steel Below5Dc 0.50 2,000 4,000 0.75 2,000 4,000 0.75 1,600 4,000 0.80 1,200 3,000 SKD61,SKD11(1.2344,1.2379)6~8 Dc0.341,100 2,200 0.50 1,100 2,200 0.50 900 2,200 0.50 700 1,700 Below 255HB 9~11Dc 0.24 700 1,400 0.36 700 1,400 0.36 600 1,500 0.36 400 1,000 Hardened die steel Below5 Dc 0.45 1,500 2,700 0.70 1,500 2,700 0.70 1,200 2,700 0.70 900 2,000 SKD61,DAC,DHA(1.2344,1.2379)6~8 Dc0.30 700 1,200 0.45 700 1,200 0.45 600 1,300 0.45 450 1,000 40-50HRC 9~11Dc 0.20 600 1,100 0.30 600 1,100 0.30 500 1,100 0.30 380 800 Hardened die steel Below5Dc 0.40 700 1,100 0.60 700 1,100 0.60 600 1,200 0.60 450 900 SKD61,DAC,DHA(1.2344,1.2379)6~8 Dc0.27 600 900 0.40 600 900 0.40 500 1,000 0.40 380 700 55-60 HRC 9~11Dc 0.19 500 800 0.30 500 800 0.30 400 800 0.30 300 600 Grey & Nodular Below5 Dc 0.55 2,500 5,600 0.80 2,500 5,600 0.80 2,000 5,600 0.90 1,500 4,200 cast ironFC,FCD(GG,GGG)6~8 Dc0.37 1,400 3,100 0.55 1,400 3,100 0.55 1,100 3,000 0.55 800 2,200 Below 300HB 9~11Dc 0.26 800 1,700 0.40 800 1,700 0.40 700 1,900 0.40 500 1,400 L:Overhung length, Dc:Tool dia, ap: Depth of cut, n: Spindle speed, Vf: Feed speed ■NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case chatter occurs, reduce depth of cut or spindle speed with keeping feed per tooth. 3) Use air blow to flush the chips out. 4) In case of requring surface roughness, recommend to reduce feed speed. 5) Ramping angle 1 ° (Max2 ° 30’) is recommended. D033 1°!Max.2°30‘#