Общий каталог Dijet 2018 - страница 401
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском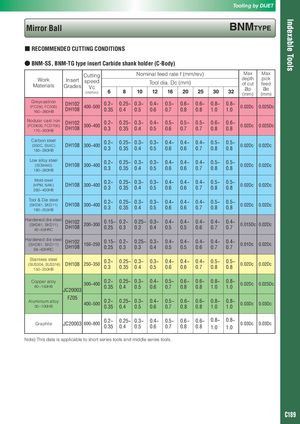
Indexable Tools Tooling by DIJET Mirror Ball BnMTyPE ■ RECOMMENDED CUTTING CONDITIONS ● BNM-SS, BNM-TG type insert Carbide shank holder (C-Body) CuttingWorkInsertspeedMaterialsGradesVc(m/min)6Nominal feed rate f (mm/rev) Max MaxdepthpickTool dia. Dc (mm)of cutfeed810121620253032apae(mm)(mm) Greycastiron(FC250, FC300)160~260HBDH102DH108400~5000.2~0.350.25~0.3~0.40.50.4~0.60.5~0.70.6~0.80.6~0.80.8~1.00.8~1.00.02Dc0.025Dc Nodular cast iron(FCD600, FCD700)170~300HBDH102DH108300~4000.2~0.30.25~0.3~0.350.40.4~0.50.5~0.60.5~0.70.5~0.70.6~0.80.6~0.80.02Dc0.025Dc Carbon steel(S50C, S55C)180~280HBDH108300~4000.2~0.30.25~0.3~0.350.40.3~0.50.4~0.60.4~0.60.4~0.70.5~0.80.5~0.80.02Dc0.02Dc Low alloy steel(SCM440)180~280HBDH108300~4000.2~0.30.25~0.3~0.350.40.3~0.50.4~0.60.4~0.60.4~0.70.5~0.80.5~0.80.02Dc0.02Dc Mold steel(HPM, NAK)280~400HBDH108300~4000.2~0.30.25~0.3~0.350.40.3~0.50.4~0.60.4~0.60.4~0.70.5~0.80.5~0.80.02Dc0.02Dc Tool & Die steel(SKD61, SKD11)180~255HBDH108300~4000.2~0.30.25~0.3~0.350.40.3~0.50.4~0.60.4~0.60.4~0.70.5~0.80.5~0.80.02Dc0.02Dc Hardened die steel(SKD61, SKD11)40~55HRCDH102DH108200~3000.15~0.250.2~0.30.25~0.3~0.30.40.4~0.50.4~0.50.4~0.60.4~0.70.4~0.70.015Dc0.02Dc Hardened die steel(SKD61, SKD11)56~63HRCDH102DH108150~2500.15~0.250.2~0.30.25~0.3~0.30.40.4~0.50.4~0.50.4~0.60.4~0.70.4~0.70.01Dc0.02Dc Stainless steel(SUS304, SUS316)150~250HBDH108250~3500.2~0.30.25~0.3~0.350.40.3~0.50.4~0.60.4~0.60.4~0.70.5~0.80.5~0.80.02Dc0.02Dc Copper alloy80~150HB 300~400JC200030.2~0.350.25~0.3~0.40.50.4~0.60.5~0.70.6~0.80.6~0.80.8~1.00.8~1.00.02Dc0.025Dc Aluminium alloy30~100HBFZ05 400~500 0.2~0.350.25~0.3~0.40.50.4~0.60.5~0.70.6~0.80.6~0.80.8~1.00.8~1.00.03Dc 0.03Dc Graphite JC20003 600~800 0.2~0.350.25~0.3~0.40.50.4~0.60.5~0.70.6~0.80.6~0.80.8~1.00.8~1.00.03Dc 0.03Dc Note) This data is applicable to short series tools and middle series tools. C189