Общий каталог Dijet 2018 - страница 350
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском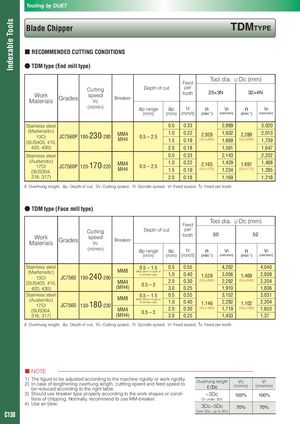
Indexable Tools Tooling by DIJET Blade Chipper TDMTyPE ■ RECOMMENDED CUTTING CONDITIONS ● TDM type (End mill type) Feed Tool dia. φDc (mm) Cutting Depth of cut perWorkMaterialsGradesspeedVcBreakertooth25×3N32×4N (m/min) ap range ap fz n Vf n Vf (mm) (mm) (mm/t) (min-1) (mm/min) (min-1) (mm/min) Stainless steel 0.5 0.33 2,899 3,020 (Martensitic)13CrJC7560P 180-230-280(SUS403, 410,MM4MH4 0.5 – 2.5 1.0 0.22 2,928 1,932 2,288 2,0131.50.19(Vc=230)1,669(Vc=230)1,739 420, 430) 2.0 0.18 1,581 1,647 Stainless steel 0.5 0.33 2,143 2,232 (Austenitic)17Cr(SUS304,JC7560P120-170-220 MM4MH4 0.5 – 2.5 1.0 0.22 2,165 1,429 1,691 1,4881.50.19(Vc=170)1,234(Vc=170)1,285 316, 317) 2.0 0.18 1,169 1,218 ℓ: Overhung length, ap: Depth of cut, Vc: Cutting speed, n: Spindle speed, Vf: Feed speed, fz: Feed per tooth ● TDM type (Face mill type) Feed Tool dia. φDc (mm) Cutting Depth of cut perWorkMaterialsGradesspeedVcBreakertooth50 52 (m/min) ap range ap fz n Vf n Vf (mm) (mm) (mm/t) (min-1) (mm/min) (min-1) (mm/min) Stainless steel(Martensitic)13CrJC7560190-240-290MM8 0.5 – 1.5 (Max 3mm in case of4 corners use)(SUS403, 410,420, 430)MM4(MH4)0.5 – 30.51.02.03.00.554,2024,0400.401,5283,0561,4692,9380.30(Vc=240)2,292(Vc=240)2,2040.251,9101,836 Stainless steel(Austenitic)17CrJC7560130-180-230MM8 0.5 – 1.5 (Max 3mm in case of4 corners use)(SUS304,316, 317)MM4(MH4)0.5 – 30.51.02.03.00.553,1523,0310.401,1462,2921,1022,2040.30(Vc=180)1,719(Vc=180)1,6530.251,4331,37 ℓ: Overhung length, ap: Depth of cut, Vc: Cutting speed, n: Spindle speed, Vf: Feed speed, fz: Feed per tooth ■ NOTE 1) The figure to be adjusted according to the machine rigidity or work rigidity.2)In case of lengthening overhung length, cuttting speed and feed speed tobe reduced according to the right table.Overhung lengthVcVfℓ / Dc(m/min)(mm/min) 3) Should use breaker type properly according to the work shapes or condi- ~3Dc 100% 100% tions of chipping. Normally, recommend to use MM-breaker. Or under 3Dc 4) Use air blow. 3Dc~5Dc 70% 70% C138 Over 3Dc, up to 5Dc