Общий каталог Dijet 2018 - страница 331
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском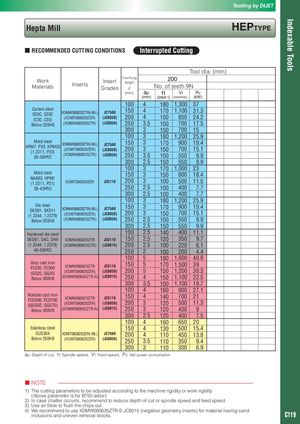
Indexable Tools Tooling by DIJET Hepta Mill HEPTyPE ■ RECOMMENDED CUTTING CONDITIONS Interrupted Cutting Tool dia. (mm) WorkMaterials Inserts OverhungInsertlength 200Gradesℓ(mm)No. of teeth 9NapnVfPc (mm) (min-1) (mm/min) (kW) 100 4 180 1,300 37 Carbon steelS50C, S55CXDMW080620ZTR(-ML) JC7560(C50, C55)(XDMT080620ZER)(JC8050)Below 250HB(XDMW080620ZTR)(JC8050)150200250443.51701,10031.315085024.215070017.5 300 3 150 700 15 100 3 180 1,200 25.9 Mold steel HPM7, PX5, KPM30 (1.2311, P20) 30-36HRC XDMW080620ZTR(-ML) (XDMT080620ZER) (XDMW080620ZTR) JC7560(JC8050)(JC8050)150200250333.5170150150900 19.470015.15509.9 300 2.5 150 550 9.9 100 3 170 1,000 23 Mold steel 150 3NAK80, HPM1(1.2311, P21)XDMT080620ZERJC5118200315080018.410050011.5 38-43HRC 250 2.5 100 400 7.7 300 2.5 100 400 7.7 100 3 180 1,200 25.9 Die steelSKD61, SKD11XDMW080620ZTR(-ML) JC7560(1.2344, 1.2379)(XDMT080620ZER)(JC8050)Below 255HB(XDMW080620ZTR)(JC8050)150200250332.517015015090019.470015.15509.9 300 2.5 150 550 9.9 Hardened die steel 100 2.5 140 400 11.1 SKD61, DAC, DHA XDMW080620ZTR JC5118 150 2.5 120 350 9.7 (1.2344, 1.2379) (XDMW080620ZTR) (JC8015) 200 2.5 100 220 6.1 40-50HRC 250 2 100 200 4.4 100 5 180 1,600 40.8 Grey cast ironFC250, FC300XDMW080620ZTR JC5118(GG25, GG30)Below 300HB(XDMT080620ZER)(JC8050)(XDMW080635ZTR-S)(JC8015)1502002505541701,500391501,20030.31501,10022.5 300 3.5 150 1,100 19.7 100 4 160 900 27.1 Nodular cast ironFCD500, FCD700(GGG50, GGG70)XDMW080620ZTR(XDMT080620ZER) JC5118(JC8050)150200Below 300HB(XDMW080635ZTR-S)(JC8015)2504331407002112050011.31204009 300 2.5 120 400 7.5 100 4 160 650 20 Stainless steel 150 4 130 500 15.4 SUS304 XDMT080620ZER(-ML) JC7560 200Below 250HB(XDMT080620ZER)(JC8050)25043.511011045013.83509.4 300 3 110 300 6.9 ap: Depth of cut, n: Spindle speed, Vf: Feed speed, Pc: Net power consumption ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. (Above parameter is for BT50 arbor) 2) In case chatter occurrs, recommend to reduce depth of cut or spindle speed and feed speed. 3) Use air blow to flush the chips out. 4) We recommend to use XDMW080635ZTR-S JC8015 (negative geometry inserts) for material having sandinclusions and uneven removal stocks.C119