Общий каталог Dijet 2018 - страница 271
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском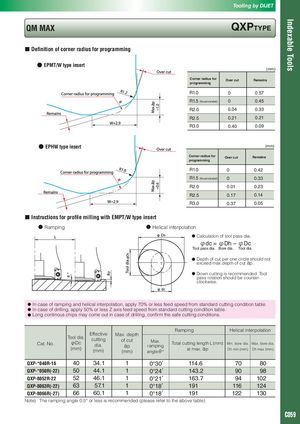
Tooling by DIJET Indexable Tools QM MAX QXPTyPE ■ Definition of corner radius for programming ● EPMT/W type insert (mm) Corner radius for Over cut Remains programming R1.0 0 0.57 R1.5 (Recommended) 0 0.45 R2.0 0.04 0.33 R2.5 0.21 0.21 R3.0 0.40 0.09 ● EPHW type insert (mm) Corner radius for Over cut Remains programming R1.0 0 0.42 R1.5 (Recommended) 0 0.33 R2.0 0.01 0.23 R2.5 0.17 0.14 R3.0 0.37 0.05 ■ Instructions for profile milling with EMPT/W type insert ● Ramping ● Helical interpolation ● Calculation of tool pass dia. φdc = φDh – φDc Tool pass dia. Bore dia. Tool dia. ● Depth of cut per one circle should not exceed max.depth of cut ap. ● Down cutting is recommended. Tool pass rotation should be counter- clockwise. ● In case of ramping and helical interpolation, apply 70% or less feed speed from standard cutting condition table. ● In case of drilling, apply 50% or less Z axis feed speed from standard cutting condition table. ● Long continous chips may come out in case of drilling, confirm the safe cutting conditions. Ramping Helical interpolation Effective Max. depth Tool dia. cutting of cut Max. Cat. No. φDc dia. Total cutting length L (mm) Min. bore dia. Max. bore dia. ap ramping (mm) (mm) at max. ap Dh min (mm) Dh max (mm) (mm) angleθ° QXP-*040R-16 40 34.1 1 0°30′ 114.6 70 80 QXP-*050R(-22) 50 44.1 1 0°24′ 143.2 90 98 QXP-8052R-22 52 46.1 1 0°21′ 163.7 94 102 QXP-8063R(-22) 63 57.1 1 0°18′ 191 116 124 QXP-8066R(-27) 66 60.1 1 0°18′ 191 122 130 Note) The ramping angle 0.5° or less is recommended (please refer to the above table). C059