Общий каталог Dijet 2018 - страница 256
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском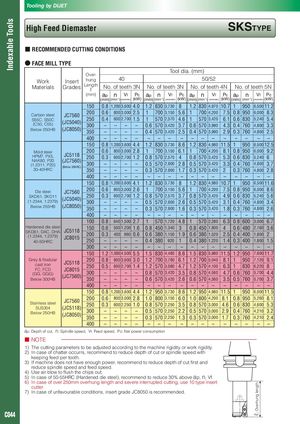
Indexable Tools ℓ: Overhung length Tooling by DIJET High Feed Diemaster SKSTyPE ■ RECOMMENDED CUTTING CONDITIONS ● FACE MILL TYPE Tool dia. (mm) Over- Work Insert hung 40 50/52 Materials Grades Lengthℓ No. of teeth 3N No. of teeth 3N No. of teeth 4N No. of teeth 5N (mm) ap n Vf Pc ap n Vf Pc ap n Vf Pc ap n Vf Pc (mm) (min-1) (mm/min) (kW) (mm) (min-1) (mm/min) (kW) (mm) (min-1) (mm/min) (kW) (mm) (min-1) (mm/min) (kW) 150 0.8 1,200 3,600 4.0 1.2 830 3,730 8 1.2 830 4,970 10.7 1 950 6,500 11.2 Carbon steel JC7560 200 0.6 800 3,000 2.5 1 700 3,150 5.6 1 700 4,200 7.5 0.8 950 6,000 8.3 S55C, S50C(C50, C55)(JC5040) 250300 0.4 600 2,700 1.5 1 570 2,570 4.6 1 570 3,420 6.1 0.6 830 5,240 5.4––––0.65703,4203.70.65703,9904.30.47604,8003.3 Below 250HB (JC8050) 350 – – – – 0.4 570 3,420 2.5 0.4 570 3,990 2.9 0.3 760 4,800 2.5 400 – – – – – – – – – – – – – – – – 150 0.8 1,200 3,600 4.4 1.2 830 3,730 8.6 1.2 830 4,980 11.5 1 950 6,500 12.5 Mold steelHPM7, PX5,NAK80, P20(1.2311, P20)30-40HRC200JC5118(JC7560)250300(Below 36HRC)3500.6800 3,0002.817003,150 6.1 1 700 4,200 8.1 0.8 950 6,000 9.20.3600 2,7001.20.85702,57040.85703,4205.30.68305,2406––––0.55702,9002.80.55703,4203.30.47604,8003.7––––0.35702,9001.70.35703,42020.37604,8002.8 400 – – – – – – – – – – – – – – – – 150 0.8 1,200 3,600 4.1 1.2 830 3,730 8 1.2 830 4,980 10.7 1 950 6,500 11.6 Die steel JC7560 200 0.6 800 3,000 2.6 1 700 3,150 5.6 1 700 4,200 7.5 0.8 950 6,000 8.6 SKD61, SKD11(1.2344, 1.2379)(JC5040)Below 255HB(JC8050)2503003500.3600 2,7001.20.85702,570 3.7 0.8 570 3,420 4.9 0.6 830 5,240 5.6––––0.55702,9002.60.55703,4203.10.47604,8003.4––––0.35702,9001.60.35703,4201.80.37604,8002.6 400 – – – – – – – – – – – – – – – – 100 0.8 640 1,500 2.7 1 570 1,720 4.8 1 570 2,280 6.3 0.8 600 3,000 6.7 Hardened die steelSKD61, DAC, DHAJC5118(1.2344, 1.2379)JC801540-50HRC1502002500.6500 1,2001.60.84501,340 3 0.8 450 1,800 4 0.6 480 2,160 3.60.34009600.60.63801,1501.90.63801,5202.50.44001,8002––––0.438092010.43801,2201.40.34001,8001.5 300 – – – – – – – – – – – – – – – – 150 1.2 1,000 4,500 5.5 1.5 830 4,480 8.6 1.5 830 5,980 11.5 1.2 950 7,600 11.7 Grey & Nodularcast ironFC, FCD(GG, GGG)Below 300HBJC5118JC8015(JC7560)2002503003500.8800 3,6003.01.27003,780 6.1 1.2 700 5,040 8.1 1 950 7,120 9.10.5600 2,7001.41.25703,0804.71.25704,1006.318306,2208––––0.85703,4203.50.85704,5604.70.67605,7004.4––––0.65703,4202.60.65704,5603.50.57605,7003.7 400 – – – – – – – – – – – – – – – – 150 0.8 1,200 3,600 4.4 1.2 950 3,730 8.6 1.2 950 4,980 11.5 1 950 6,000 11.5 Stainless steelSUS304Below 250HBJC7560(JC5118)(JC8050)2002503003500.6800 3,0002.81.08003,150 6.0 1.0 800 4,200 8.1 0.8 950 5,260 8.10.3600 2,2501.00.85702,2503.50.85703,0004.60.68304,6005.3––––0.55702,2502.20.55703,0002.90.47604,2103.2––––0.35702,2501.30.35703,0001.70.37604,2102.4 400 – – – – – – – – – – – – – – – – ap: Depth of cut, n: Spindle speed, Vf: Feed speed, Pc: Net power consumption ■ NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. 2) In case of chatter occurrs, recommend to reduce depth of cut or spindle speed with keeping feed per tooth. 3) If machine does not have enough power, recommend to reduce depth of cut first and reduce spindle speed and feed speed. 4) Use air blow to flush the chips out. 5) In case of 50-55HRC (Hardened die steel), recommend to reduce 30% above ap, n, Vf. 6) In case of over 250mm overhung length and severe interrupted cutting, use 10 type insert cutter. 7) In case of unfavourable conditions, insert grade JC8050 is recommended. C044