Общий каталог Dijet 2018 - страница 166
Навигация
 Общий каталог Dijet 2012 на русском
Общий каталог Dijet 2012 на русском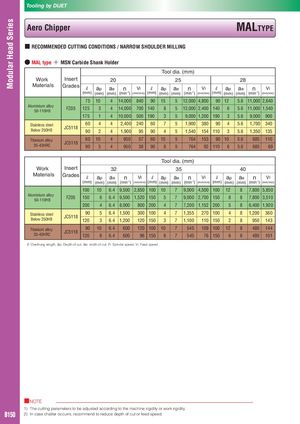
Modular Head Series Tooling by DIJET Aero Chipper MALTYPE ■ RECOMMENDED CUTTING CONDITIONS / NARROW SHOULDER MILLING ● MAL type + MSN Carbide Shank Holder Tool dia. (mm) Work Insert 20 25 28 Materials Grades ℓ ap ae n Vf ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) 75 10 4 14,000 840 90 15 5 12,000 4,800 90 12 5.6 11,000 2,640 Aluminium alloy50-110HBFZ05 125 3 4 14,000 700 140 8 5 12,000 2,400 140 6 5.6 11,000 1,540 175 1 4 10,000 500 190 3 5 9,000 1,200 190 3 5.6 9,000 900 Stainless steelBelow 250HB 60 4 4 2,400 240 60 7 5 1,900 380 90 4 5.6 1,700 340JC511890241,9009590451,54015411035.61,350135 Titanium alloy35-43HRC 60 10 4JC51189054950 57 60 15 5950389085764 153 90 10 5.6 685 1107649211065.668569 Tool dia. (mm) Work Insert 32 35 40 Materials Grades ℓ ap ae n Vf ℓ ap ae n Vf ℓ ap ae n Vf (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) (mm) (mm) (mm) (min-1) (mm/min) 100 10 6.4 9,500 2,850 100 10 7 9,000 4,500 100 12 8 7,800 5,850 Aluminium alloy50-110HBFZ05 150 6 6.4 9,500 1,520 150 5 7 9,000 2,700 150 8 8 7,800 3,510 200 4 6.4 8,000 800 200 4 7 7,200 1,152 200 5 8 6,400 1,920 Stainless steelBelow 250HB 90 5 6.4 1,500 300 100 4 7 1,355 270 100 4 8 1,200 360JC511812036.41,200120150371,10011015028950143 Titanium alloy35-43HRC 90 10 6.4 600 120 100 10 7 545 109 100 12 8 480 144JC511812066.460096150675457615068480101 ℓ:Overhung length, ap: Depth of cut, ae: width of cut, n: Spindle speed, Vf: Feed speed ■NOTE 1) The cutting parameters to be adjusted according to the machine rigidity or work rigidity. B150 2) In case chatter occurrs, recommend to reduce depth of cut or feed speed.