Каталог YG-1 резьбонарезной инструмент - страница 164
Навигация
 Каталог YG-1 сменные пластины
Каталог YG-1 сменные пластины Общий каталог YG-1 2018
Общий каталог YG-1 2018 Каталог YG-1 инструментальная оснастка
Каталог YG-1 инструментальная оснастка Каталог YG-1 фрезерование
Каталог YG-1 фрезерование Каталог YG-1 твердосплавные борфрезы
Каталог YG-1 твердосплавные борфрезы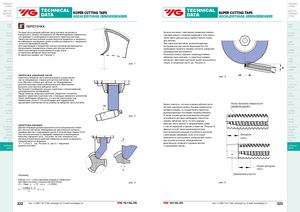
β CТAВЕRСРПBДЛIЫDАВЙE CТСВAПЕЛRРАBДВIЫDЙE БЫСТРО-РЕЖУHЩSАЯSСТАЛЬ TECHNICALDATA SUPER CUTTING TAPSHOCHLEISTUNGS GEWINDEBOHRER TECHNICALDATA SUPER CUTTING TAPSHOCHLEISTUNGS GEWINDEBOHRER БЫСТРО-HРЕSЖSУЩАЯСТАЛЬ THРRЕЗEЬAБОD-MФРILЕЗLЫS 6 ПЕРЕТОЧКА TРHЕЗRЬБEО-ADMФРILЕЗLЫS SYNSYCNHCHRROOМЕTТЧAИPКИS По мере эксплуатации рабочая часть метчика затупляетсяв результатетрения инструмента об обрабатываемую поверхность,что приводит к необходимости выполнить переточку метчика.Переточка метчика должна осуществляться правильно и аккуратноCOCOMMBBOOво избежание сокращения срока службы инструмента инарушенияМЕТTЧAИPКИSточности нарезаемой резьбы.На всех метчиках с винтовыми канавками помимоSSYYNNCHCRHOROторговой марки и указаний размеров и типа можноTМAЕPТЧSИКИтакже найти данные шага ходового винта станкадля заточки.При переточке метчиков, укомплектованныхCCOOMMBOBOTМAЕPТЧSИКИ Для надлежащей и аккуратной заточки метчиков рекомендуется инструментом для снятия заусенцев Burr-Bit, использовать специальные станки для заточки метчиков.YGYGGENTERAAPLПереточка метчика осуществляется в два этапа:GEМNЕТEЧRИAКИLа) переточка заборной части метчика; необходимо продлить канавки согласно указаниямпроизводителя инструмента. YYGGGTENAERPALGМEЕТNЧИEКRИAL б) переточка канавок (см. Рисунок 1) Поскольку износу подлежит преимущественно заборная часть метчика, то переточка канавок YYGG TSTAEEPLМSЕTТЧEИEКИL метчиков с винтовой подточкой может выполнятьсярис. 1тольков начальной части (см. Рисунок 4). YYGG STTEAELPSМTЕТEЧИEКLИ YG YHAGRDTENAEDP φ YYGG HTAARDPENED HARDМEЕТNЧИEКDИ HМAЕТRЧИDКИENED YGYGTINAOPXМЕТINЧИOКИX ПЕРЕТОЧКА ЗАБОРНОЙ ЧАСТИПереточку заборной части метчика можно осуществлятькак на специальных станках для заточки метчиков, так рис. 4 YYGG INTOAXPIМNЕOТЧXИКИ YG CМYASЕGCTТIRЧATIRИOASOКNPNИT и на обычных станках для заточки, но оборудованныхдополнительными приспособлениями для обеспечениядолжного угла наклона заборной части.На Рисунке 2 изображён процесс переточки с использованием YCIRYМGAGЕOТSCTЧNATAИSКTPИIRON цилиндрического шлифования. YGYGTAALPU Перед началом операции переточки убедиться, что метчик YYGG ATLUAP МЕТЧAИLКUИ надёжно закреплён в центрах или с помощью зажимного устройства. AМLЕUТЧИКИ Также необходимо убедиться, что метчик расположен под правильным углом ß, что необходимо для поддержания YGYGTTAiNPi одинакового количества ниток резьбы на заборной части метчика.МЕТЧTИi КNИi Важно отметить, что если помимо рабочей части Износ боковой поверхностиметчика изношена также и боковая поверхностьпрофиля резьбы YYGGTiTNAi PTМiЕNТЧi ИКИ YGYFGORTMAINGP профиля резьбы, то осуществлять переточку YYGG FOTRAMPING FOМRЕMТЧIИNКGИ вышеуказанными способами нецелесообразно. FМOЕТRЧMИКIИNG рис. 2 В таком случае для восстановления режущей NUМTГАЕTЕТЧЧAНИPЫКИSЕ способности метчика необходимо полностьюсрезать заборную часть (то есть сделать NГМАUЕЕТЧTЧНИTЫКAЕИPS рабочую часть короче) и сформировать новую ПЕРЕТОЧКА КАНАВОКМЕТЧИКИ ПОДДанная операция должна выполняться на специальном станке с тем же передним и задним углами (см. Рисунок 5). МЕТЧИКИ ПОД SРЕTЗЬIБTОAВPЫЕS для заточки метчиков, оборудованном делительной головкой, Данный способ также рекомендуется для SРЕTЗIЬTБОAВPЫSЕ ВСТАВКИ ходовым винтом с подходящим шагом и устройством подачи СОЖ. восстановления режущей способности метчиков ВСТАВКИ МЕТЧИКИPДЛIPЯEТРУTБAНPОЙS При заточке метчика по передней поверхности необходимуювеличину переднего углаполучают за счет смещения осиметчика относительно рабочей поверхности круга на величину,РЕЗКИопределяемую по формуле:с винтовыми канавками, если отсутствует Заходная МЕТЧИКИγвозможность использовать специальный станокчастьдля заточки метчиков, оборудованныйPДIЛPЯEТРTУБAНPОSЙРЕЗКИ X = ½ d1sin γ (см. Рисунок 3), где d1 = наружный делительной головкой и ходовым винтом TТEЕCХНHИNЧЕIСCКAИЕL диаметр метчика. с подходящим шагом. TТEЕХCНИHЧNЕСICКИAЕL ДАDНAНЫTAЕ DДAАНTНAЫЕ Новая заходная X часть Например: Срезаемый участок Метчик 10 х 1,5 для нарезания резьбы в отверстиях заготовок из стали с прочностью 600 Н/мм2 рис. 3 рис. 5 d1 = 10мм ; γ = 15° ; sin γ = 0,25882; X= 0,25882 × 102 ; X = 1,2 322 теелл..::++7 749499191101701 7016,0w6w, ww.wygw1..yrug,1E.r-um, aEil:-rmuassili:ar@usysgi1a.@ruyg1.ru pтеhлo.:n+e7:+48929-31120-572160-069, 0w9w, ww.ywgw1..ryug,1E.k-mr,aEil:-rmusasiila:y@gy1g@1.yrug1.kr 323