Каталог WTO инструмент для обрабатывающих центров - страница 42
Навигация
 Брошюра WTO обзор решений
Брошюра WTO обзор решений Брошюра WTO обзор решений русский
Брошюра WTO обзор решений русский Каталог WTO инструмент под конкретные обрабатывающие центра
Каталог WTO инструмент под конкретные обрабатывающие центра Каталог WTO инструмент для обрабатывающих центров швейцарского типа
Каталог WTO инструмент для обрабатывающих центров швейцарского типа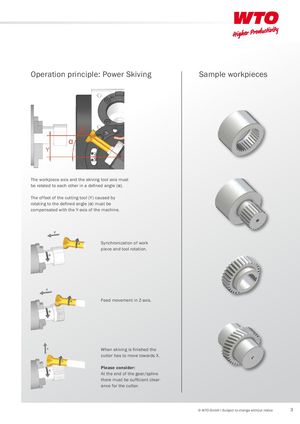
Operation principle: Power Skiving Sample workpieces The workpiece axis and the skiving tool axis must be related to each other in a defined angle (α). The offset of the cutting tool (Y) caused by rotating to the defined angle (α) must be compensated with the Y-axis of the machine. Synchronization of work piece and tool rotation. Feed movement in Z-axis. When skiving is finished the cutter has to move towards X. Please consider: At the end of the gear/spline there must be sufficient clear- ance for the cutter. © WTO GmbH I Subject to change without notice 3