Основной каталог Winstar 2021 - страница 275
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
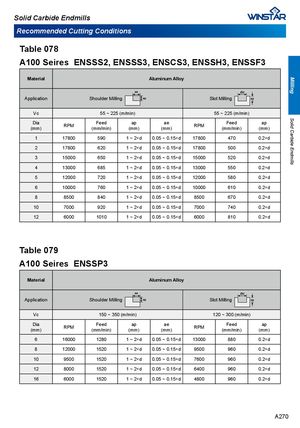
Solid Carbide EndmillsMilling Solid Carbide Endmills Recommended Cutting Conditions Table 078 A100 Seires ENSSS2, ENSSS3, ENSCS3, ENSSH3, ENSSF3 Material Aluminum Alloy Application Shoulder Milling Slot Milling Vc 55 ~ 225 (m/min) 55 ~ 225 (m/min) Dia(mm) RPM Feed(mm/min) ap(mm) ae(mm) RPM Feed(mm/min) ap(mm) 1 17800 590 1 ~ 2×d 0.05 ~ 0.15×d 17800 470 0.2×d 2 17800 620 1 ~ 2×d 0.05 ~ 0.15×d 17800 500 0.2×d 3 15000 650 1 ~ 2×d 0.05 ~ 0.15×d 15000 520 0.2×d 4 13000 685 1 ~ 2×d 0.05 ~ 0.15×d 13000 550 0.2×d 5 12000 720 1 ~ 2×d 0.05 ~ 0.15×d 12000 580 0.2×d 6 10000 760 1 ~ 2×d 0.05 ~ 0.15×d 10000 610 0.2×d 8 8500 840 1 ~ 2×d 0.05 ~ 0.15×d 8500 670 0.2×d 10 7000 920 1 ~ 2×d 0.05 ~ 0.15×d 7000 740 0.2×d 12 6000 1010 1 ~ 2×d 0.05 ~ 0.15×d 6000 810 0.2×d Table 079 A100 Seires ENSSP3 Material Aluminum Alloy Application Shoulder Milling Slot Milling Vc 150 ~ 350 (m/min) 120 ~ 300 (m/min) Dia(mm) RPM Feed(mm/min) ap(mm) ae(mm) RPM Feed(mm/min) ap(mm) 6 16000 1280 1 ~ 2×d 0.05 ~ 0.15×d 13000 880 0.2×d 8 12000 1520 1 ~ 2×d 0.05 ~ 0.15×d 9500 960 0.2×d 10 9500 1520 1 ~ 2×d 0.05 ~ 0.15×d 7600 960 0.2×d 12 8000 1520 1 ~ 2×d 0.05 ~ 0.15×d 6400 960 0.2×d 16 6000 1520 1 ~ 2×d 0.05 ~ 0.15×d 4800 960 0.2×d A270