Основной каталог Winstar 2021 - страница 262
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
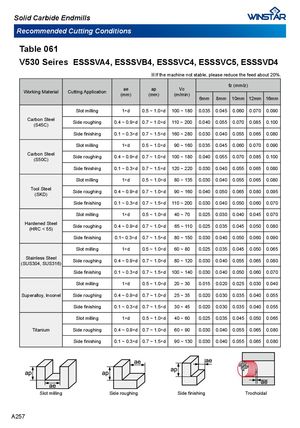
Solid Carbide Endmills Recommended Cutting Conditions Table 061 V530 Seires ESSSVA4, ESSSVB4, ESSSVC4, ESSSVC5, ESSSVD4 ※If the machine not stable, please reduce the feed about 20%. fz (mm/z) Working Material Cutting Application ae(mm) ap Vc(mm)(m/min) 6mm 8mm 10mm 12mm 16mm Slot milling 1×d 0.5 ~ 1.0×d 100 ~ 180 0.035 0.045 0.060 0.070 0.090 Carbon Steel(S45C) Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 110 ~ 200 0.040 0.055 0.070 0.085 0.100 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 160 ~ 280 0.030 0.040 0.055 0.065 0.080 Slot milling 1×d 0.5 ~ 1.0×d 90 ~ 160 0.035 0.045 0.060 0.070 0.090 Carbon Steel(S50C) Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 100 ~ 180 0.040 0.055 0.070 0.085 0.100 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 120 ~ 220 0.030 0.040 0.055 0.065 0.080 Slot milling 1×d 0.5 ~ 1.0×d 80 ~ 135 0.030 0.040 0.055 0.065 0.080 Tool Steel(SKD) Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 90 ~ 160 0.040 0.050 0.065 0.080 0.095 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 110 ~ 200 0.030 0.040 0.050 0.060 0.070 Slot milling 1×d 0.5 ~ 1.0×d 40 ~ 70 0.025 0.030 0.040 0.045 0.070 Hardened Steel(HRC < 55)Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 65 ~ 110 0.025 0.035 0.045 0.050 0.080 Side finishing 0.1~ 0.3×d 0.7 ~ 1.5×d 80 ~ 150 0.030 0.040 0.050 0.060 0.090 Slot milling 1×d 0.5 ~ 1.0×d 60 ~ 80 0.025 0.035 0.045 0.050 0.065 Stainless Steel(SUS304, SUS316)Side roughing0.4 ~ 0.9×d 0.7 ~ 1.0×d 80 ~ 120 0.030 0.040 0.055 0.065 0.080 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 100 ~ 140 0.030 0.040 0.050 0.060 0.070 Slot milling 1×d 0.5 ~ 1.0×d 20 ~ 30 0.015 0.020 0.025 0.030 0.040 Superalloy, Inconel Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 25 ~ 35 0.020 0.030 0.035 0.040 0.055 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 30 ~ 45 0.020 0.030 0.035 0.040 0.055 Slot milling 1×d 0.5 ~ 1.0×d 40 ~ 60 0.025 0.035 0.045 0.050 0.065 Titanium Side roughing 0.4 ~ 0.9×d 0.7 ~ 1.0×d 60 ~ 90 0.030 0.040 0.055 0.065 0.080 Side finishing 0.1 ~ 0.3×d 0.7 ~ 1.5×d 90 ~ 130 0.030 0.040 0.055 0.065 0.080 Slot milling Side roughing Side finishing Trochoidal A257