Основной каталог Winstar 2021 - страница 222
Навигация
 Каталог Carbidex сменные пластины 2020
Каталог Carbidex сменные пластины 2020 Каталог Winstar твердосплавные пластины и вставки
Каталог Winstar твердосплавные пластины и вставки Брошюра Winstar пластины 2021
Брошюра Winstar пластины 2021 Каталог Winstar монолитный инструмент 2020
Каталог Winstar монолитный инструмент 2020 Каталог Winstar инструмент со сменными пластинами 2020
Каталог Winstar инструмент со сменными пластинами 2020- Cover
- A-Milling
- Solid Carbide Endmills
- H700
- H680
- H650
- H600
- G550
- V470
- G450
- V530
- V520
- M500
- Hypex
- A300
- A200
- A100
- CuttingData
- Milling Inserts
- Indexable Milling Cutters
- Shoulder Milling Cutters
- Face Milling Cutters
- Copy Milling Cutters
- Chamgering & Engraving Cutters
- Helical Milling Cutters
- Disc Milling Cutters
- Modular Milling Tools
- B-Holemaking
- Solid Carbide Drills
- DPC&DPN
- DLC&DLN
- DMC&DMN
- DHN
- DFN
- DZC&DZN
- DAN
- DGN
- CuttingData
- Modular Drills
- Indexable Drills
- Spotting & Centering Drills
- Solid Carbide Reamers
- Indexable Boring Tools
- C-Turning
- ISO Turning Inserts
- Turning Holders
- Parting & Grooving Tools
- Mini Turning Tools for Auto Lathe
- D-Threading
- Solid Thread Mills
- Solid Thread Turning Bars
- Indexable Thread Turning Tools
- E-Customized & Tooling
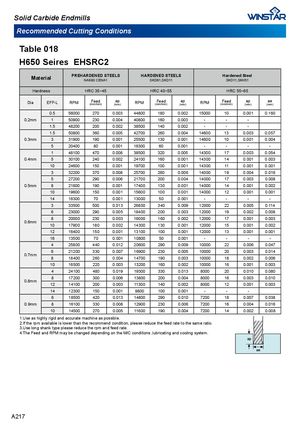
Solid Carbide Endmills Recommended Cutting Conditions Table 018 H650 Seires EHSRC2 Material PREHARDENED STEELSNAK80 CENA1 HARDENED STEELSSKD61,SKD11 Hardened SteelSKD11,SKH51 Hardness HRC 35~45 HRC 40~55 HRC 55~65 Dia EFF-L RPM Feed (mm/min) ap(mm) RPM Feed (mm/min) ap(mm) RPM Feed (mm/min) ap(mm) ae (mm) 0.5 56000 270 0.003 44800 180 0.002 15000 10 0.001 0.160 0.2mm 1 50900 230 0.004 40800 160 0.003 - - - 1.5 48200 200 0.002 38500 140 0.002 - - - 1.5 50800 360 0.005 42700 260 0.004 14600 13 0.003 0.057 0.3mm 3 31900 190 0.001 25500 130 0.001 14600 10 0.001 0.004 5 20400 80 0.001 16300 60 0.001 - - - - 1 48100 470 0.008 38500 320 0.005 14300 17 0.003 0.054 0.4mm 5 30100 240 0.002 24100 160 0.001 14300 14 0.001 0.003 10 24600 150 0.001 19700 100 0.001 14300 11 0.001 0.001 3 32200 370 0.008 25700 260 0.006 14000 19 0.004 0.016 5 27200 290 0.006 21700 200 0.004 14000 17 0.003 0.008 0.5mm 8 21600 190 0.001 17400 130 0.001 14000 14 0.001 0.002 10 19600 150 0.001 15600 100 0.001 14000 12 0.001 0.001 14 16300 70 0.001 13000 50 0.001 - - - - 3 33500 500 0.013 26800 340 0.009 12000 22 0.005 0.114 6 23000 290 0.005 18400 200 0.003 12000 19 0.002 0.008 8 20000 230 0.003 16000 160 0.002 12000 17 0.001 0.003 0.6mm 10 17900 180 0.002 14300 130 0.001 12000 15 0.001 0.002 12 16400 150 0.001 13100 100 0.001 12000 13 0.001 0.001 16 13500 70 0.001 10800 50 0.001 - - - - 4 25800 440 0.012 20600 290 0.009 10000 22 0.006 0.047 6 21200 330 0.007 16900 230 0.005 10000 20 0.003 0.014 0.7mm 8 18400 260 0.004 14700 190 0.003 10000 18 0.002 0.006 10 16500 220 0.003 13200 160 0.002 10000 16 0.001 0.003 4 24100 480 0.019 19300 330 0.013 8000 20 0.010 0.080 8 17200 300 0.006 13800 200 0.004 8000 16 0.003 0.010 0.8mm 12 14100 200 0.003 11300 140 0.002 8000 12 0.001 0.003 14 12300 150 0.001 9800 100 0.001 - - - 6 18500 420 0.013 14800 290 0.010 7200 18 0.007 0.038 0.9mm 8 16100 330 0.008 12900 230 0.006 7200 16 0.004 0.016 10 14500 270 0.005 11600 190 0.004 7200 14 0.002 0.008 1.Use as highly rigid and accurate machine as possible. 2.If the rpm available is lower than the recommend condition, please reduce the feed rate to the same ratio. 3.Use long shank type please reduce the rpm and feed rate. 4.The Feed and RPM may be changed depending on the M/C conditions ,lubricating and cooling system. A217