Общий каталог Walter 2017 - страница 79
Навигация
 Каталог Walter обработка алюминия 2020
Каталог Walter обработка алюминия 2020 Каталог Walter новинки 2021.1
Каталог Walter новинки 2021.1 Каталог Walter новая продукция 2018
Каталог Walter новая продукция 2018 Каталог Walter новинки 2021.2
Каталог Walter новинки 2021.2 Брошюра Walter новинки 2022
Брошюра Walter новинки 2022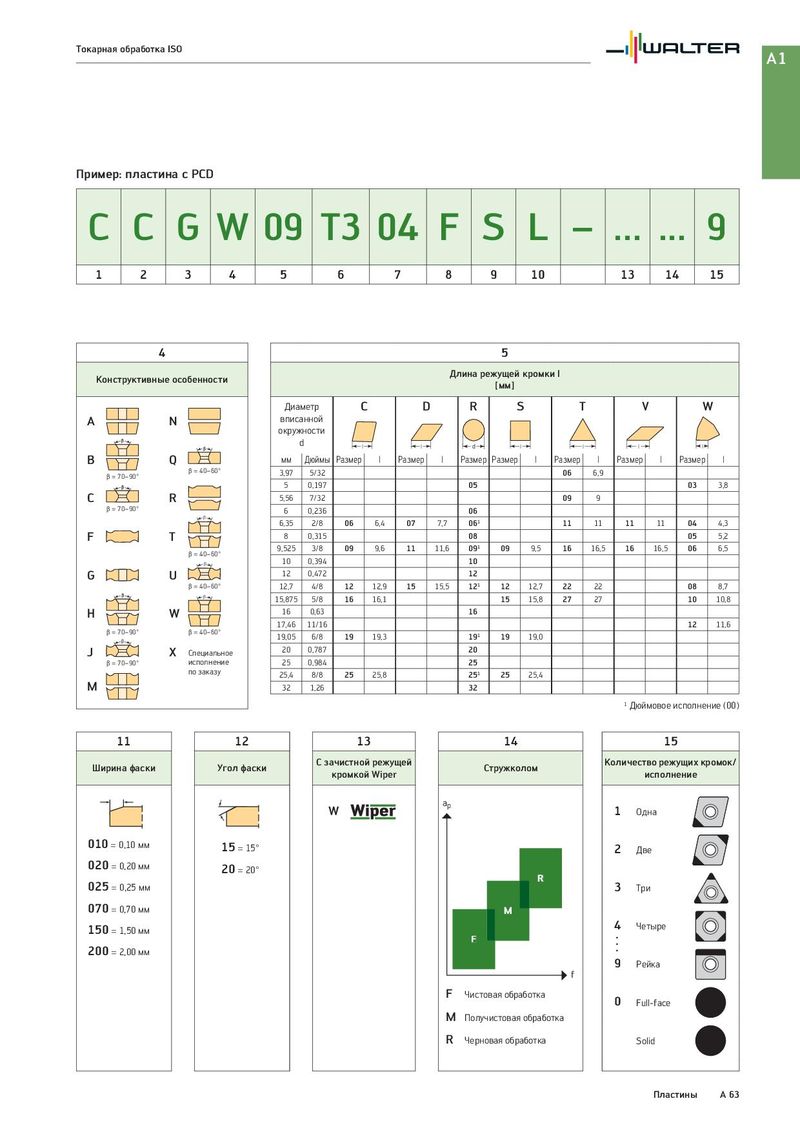
Токарная обработка ISO A1 Пример: пластина с PCD C C GW 09 T3 04 F S L – ... ... 9 1 2 3 4 5 6 7 8 9 10 13 14 15 4 5 Конструктивные особенности Длина режущей кромки l [мм] Диаметр C D R S T V W A N вписанной окружности d l l d l l l l B Q мм Дюймы Размер l Размер l Размер Размер l Размер l Размер l Размер l β = 40–60° 3,97 5/32 06 6,9 β = 70–90° 5 0,197 05 03 3,8 C R 5,56 7/32 09 9 β = 70–90° 6 0,236 06 β 6,35 2/8 06 6,4 07 7,7 061 11 11 11 11 04 4,3 F T 8 0,315 08 05 5,2 β = 40–60° 9,525 3/8 09 9,6 11 11,6 091 09 9,5 16 16,5 16 16,5 06 6,5 β 10 0,394 10 G U 12 0,472 12 β = 40–60° 12,7 4/8 12 12,9 15 15,5 121 12 12,7 22 22 08 8,7 β 15,875 5/8 16 16,1 15 15,8 27 27 10 10,8 H W 16 0,63 16 17,46 11/16 12 11,6 β = 70–90° β = 40–60° 19,05 6/8 19 19,3 191 19 19,0 β J X Специальное 20 0,787 20 β = 70–90° исполнение 25 0,984 25 по заказу 25,4 8/8 25 25,8 251 25 25,4 M 32 1,26 32 1 Дюймовое исполнение (00) 11 12 13 14 15 Ширина фаски Угол фаски С зачистной режущей Стружколом Количество режущих кромок/ кромкой Wiper исполнение W ap 1 Одна 010 = 0,10 мм 15 = 15° 2 Две 020 = 0,20 мм 20 = 20° 025 = 0,25 мм R 3 Три 070 = 0,70 мм M 150 = 1,50 мм 4 Четыре ... F 200 = 2,00 мм 9 Рейка f F Чистовая обработка 0 Full-face M Получистовая обработка R Черновая обработка Solid Пластины A 63