Каталог Tungaloy инструмент для автоматов швейцарского типа - страница 300
Навигация
 Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Брошюра Tungaloy новая продукция
Брошюра Tungaloy новая продукция Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1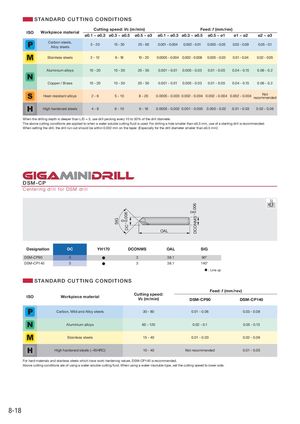
SIG 0 DC - 0.006 DCONMS - 0.006 0 STANDARD CUT TING CONDITIONS ISO Workpiece material Cutting speed: Vc (m/min) Feed: f (mm/rev) ø0.1 ~ ø0.3 ø0.3 ~ ø0.5 ø0.5 ~ ø3 ø0.1 ~ ø0.3 ø0.3 ~ ø0.5 ø0.5 ~ ø1 ø1 ~ ø2 ø2 ~ ø3 Carbon steels,Alloy steels5 - 20 15 - 30 25 - 60 0.001 - 0.004 0.002 - 0.01 0.005 - 0.05 0.03 - 0.09 0.05 - 0.1 Stainless steels 2 - 12 6 - 18 10 - 20 0.0005 - 0.004 0.002 - 0.008 0.005 - 0.03 0.01 - 0.04 0.02 - 0.05 Aluminium alloys 10 - 20 10 - 30 20 - 50 0.001 - 0.01 0.005 - 0.03 0.01 - 0.05 0.04 - 0.15 0.06 - 0.2 Copper / Brass 10 - 20 10 - 30 20 - 50 0.001 - 0.01 0.005 - 0.03 0.01 - 0.05 0.04 - 0.15 0.06 - 0.2 Heat-resistant alloys 2-6 5 - 10 8 - 20 0.0005 - 0.003 0.002 - 0.004 0.002 - 0.004 0.002 - 0.004 Notrecommended High hardened steels 4-8 6 - 10 6 - 16 0.0005 - 0.002 0.001 - 0.005 0.005 - 0.02 0.01 - 0.03 0.02 - 0.06 When the drilling depth is deeper than L/D = 5, use drill pecking every 10 to 50% of the drill diameter. The above cutting conditions are applied to when a water soluble cutting fluid is used. For drilling a hole smaller than ø0.3 mm, use of a starting drill is recommended. When setting the drill, the drill run out should be within 0.002 mm on the taper. (Especially for the drill diameter smaller than ø0.5 mm) DSM-CP Centering drill for DSM drill OAL Designation DC YH170 DCONMS OAL SIG DSM-CP90 3 䖃 3 38.1 90° DSM-CP140 3 䖃 3 38.1 140° 䖃 : Line up STANDARD CUT TING CONDITIONS Feed: f (mm/rev) ISO Workpiece material Cutting speed:Vc (m/min) DSM-CP90 DSM-CP140 Carbon, Mild and Alloy steels 30 - 80 0.01 - 0.06 0.03 - 0.08 Aluminium alloys 60 - 120 0.02 - 0.1 0.05 - 0.15 Stainless steels 15 - 40 0.01 - 0.03 0.02 - 0.06 High hardened steels (~45HRC) 10 - 40 Not recommended 0.01 - 0.05 For hard materials and stainless steels which have work-hardening nature, DSM-CP140 is recommended. Above cutting conditions are of using a water-soluble cutting fluid. When using a water-insoluble type, set the cutting speed to lower side. 8-18