Каталог Tungaloy инструмент для автоматов швейцарского типа - страница 232
Навигация
 Общий каталог Tungaloy 2020 - 2021
Общий каталог Tungaloy 2020 - 2021 Каталог Tungaloy глубокое сверление 2
Каталог Tungaloy глубокое сверление 2 Каталог Tungaloy зубофрезерование
Каталог Tungaloy зубофрезерование Брошюра Tungaloy новая продукция
Брошюра Tungaloy новая продукция Каталог Tungaloy глубокое сверление 1
Каталог Tungaloy глубокое сверление 1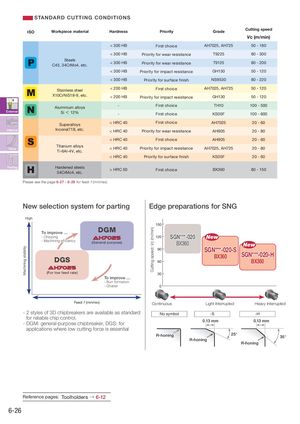
S TA N D A R D CUTTING CONDITIONS ISO Workpiece material Hardness Priority Grade Cutting speed Vc (m/min) < 300 HB First choice AH7025, AH725 50 - 180 < 300 HB Priority for wear resistance T9225 80 - 300 SteelsC45, 34CrMo4, etc. < 300 HB Priority for wear resistance T9125 80 - 200 < 300 HB Priority for impact resistance GH130 50 - 120 < 300 HB Priority for surface finish NS9530 80 - 220 Stainless steel < 200 HB First choice AH7025, AH725 50 - 120 X10CrNiS18-9, etc. < 200 HB Priority for impact resistance GH130 50 - 120 Aluminium alloys - First choice TH10 100 - 500 External Si < 12% - First choice KS05F 100 - 600 Superalloys < HRC 40 First choice AH7025 20 - 60 Internal Inconel718, etc. < HRC 40 Priority for wear resistance AH905 20 - 80 < HRC 40 First choice AH905 20 - 80 Face Titanium alloys < HRC 40 Priority for impact resistance AH7025, AH725 20 - 80Ti-6Al-4V, etc. < HRC 40 Priority for surface finish KS05F 20 - 60 Parting Hardened steels34CrMo4, etc. > HRC 50 First choice BX360 80 - 150 Please see the page 6-27 - 6-29 for feed: f (mm/rev). New selection system for parting Edge preparations for SNG High 150 To improve … DGM - Chipping- Machining efficiencyAH7025(General purpose) 120 SGN***-020 NewBX360 New 90 SGN***-020-S DGS BX360 SGN***-020-H60BX360 AH7025 (For low feed rate) 30 To improve … - Burr formation - Chatter 0 Feed: f (mm/rev) Continuous Light Interrupted Heavy Interrupted - 2 styles of 3D chipbreakers are available as standard No symbol -S -H for reliable chip control.- DGM: general-purpose chipbreaker, DGS: for 0.13 mm 0.13 mm applications where low cutting force is essential R-honing 25° 35° R-honing R-honing Reference pages: Toolholders → 6-12 6-26 Machining stability Cutting speed: Vc (m/min)