Каталог TooTool техническая информация 1 - страница 168
Навигация
 Общий каталог TooTool
Общий каталог TooTool Каталог TooTool монолитные фрезы
Каталог TooTool монолитные фрезы Каталог TooTool техническая информация 2
Каталог TooTool техническая информация 2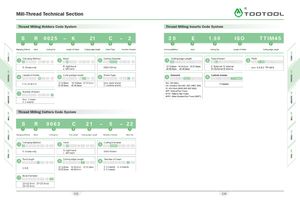
Mill-Thread Technical Section Avy\ Thread Milling Holders Code System Thread Milling Inserts Code System R 0025 30 1 .50 iso TTIM45 V Clamping Method Hand Cutting Dia. Length of Holder Cutting edge Length Shank Type Number of Inserts Clamping Method Hand Cutting Dia. Length of Holder Cutting edge Length Clamping Method0 (30) 0 0 0 0 3 (3 0)0 © O Cutting Diameter Cutting edge Length Type of Insert Pitchl@9 S: Screw only R: right handL : left hand 0025=25mm 1212.0mm 1414.0mm 2121.0mm E : External N: Internal30 30.0mm40 40.0mmEl: External & Internamm: 0.5-6.0TPI 48-6 o Length of Holder 0 (S S) @ @ Cutting edge Length Shank Type @ o Standard nag Carbide Grades TTIM45 FHJ K M S R 1212.0mm 1414.0mm 2121.0mm Non: steel shank30 30.0mm40 40.0mmC: carbide shank ISO - ISO MetricUN - American UN (UNO, UNF, UNEF, UNS) TTIM45B W - Whit Worth (BSW, BSF, BSP, BSB) Number of Insert NPT - National Pipe Thread @ 0 NPTF - National Pipe ThreadBSPT - British Standard Pipe Thread (BSPT) Non: 1 insert 2: 2 inserts Thread Milling Cutters Code System •. 0063 § Clamping Method Hand Cutting Dia. Tool Length Cutting edge Length Number of Inserts Bore Dia Clamping Method Hand Cutting Diameter lrg@Hg0l 0@ ©mi)00HD-ES S: Screw only R: right handL: left hand 0063=63mm Tool Length Cutting edge Length Number of Insert w @ w 0) w 0 CDE 1212.0mm 1414.0mm 2121.0mm 3: 3 Inserts 4: 4 Inserts30 30.0mm40 40.0mm5: 5 Inserts Bore Diameter @ @ OBI'S00) 3 ES 22=22.0mm 27=27.0mm 32=32.0mm 335 336