Общий каталог Sumitomo 2018 - 2019 - страница 313
Навигация
 Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части- Pages 3-6_CS6_EN_web
- A 1-20 insert selection EN_web
- B 1-14 grades_EN_web
- C01-17 inserts intro pages_EN_web
- C18-56 negative inserts_EN_web
- C57-86 positive inserts_EN_web
- D 1-46 tool holders_EN_web
- E 1-24 boring bars_EN_web
- F 1-48 grooving_thread tools_EN_web
- G 1-54 milling cutters_EN_web
- H 1-48 insert type endmills_EN_web
- J 1-24 new endmills_EN_web
- J 25-50 endmills_EN_web
- K 1-46 Multi-Drills_EN_web
- K 47-76 Multi-Drills_EN_web
- L 1-28 cbn_pcd grades_EN_web
- M 1-34 cbn_pcd inserts_EN_web
- M 35-56 SHM tools_EN_web
- N1-24 technical guidance_EN_web
- P 1-8 spare parts_neu_EN_web
- P 9-22 index_notes_EN_web
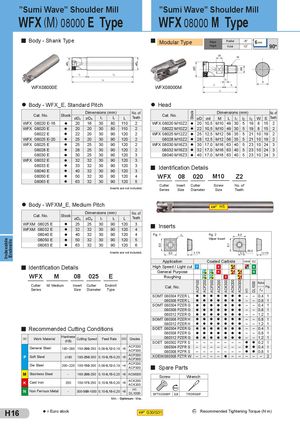
Indexable Endmills 8,0 ØDStock ACP100 ACP200 ACP300 ACK200 ACK300 8,1 ACM200 ØdACM300 H1 DL1000 ”SMuEmTAi LWSaLvAe”SHShMoILuLld”er Mill ”Sumi Wave” Shoulder Mill WFX (M) 08000 E Type WFX 08000 M Type Body - Shank Type Modular Type Rake Radial -6° 6 mm P Angle Axial 12° 90° W M l1 l2 l2 S WFX08000E WFX08000M l1 l3 L Body - WFX_E, Standard Pitch Head Cat. No. Stock ØDc Dimensions (mm)ØDsl1l2 L No. ofTeeth Cat. No. Dimensions (mm) No. ofØDØdMLl1l2l3WSTeeth WFX 08020 E-16 l 20 16 30 80 110 2 WFX 08020 M10Z2 20 10,5 M10 49 30 5 19 8 15 2 WFX 08020 E l 20 20 30 80 110 2 08022 M10Z2 22 10,5 M10 49 30 5 19 8 15 2 08022 E l 22 20 30 90 120 2 WFX 08025 M12Z2 25 12,5 M12 56 35 5 21 10 19 2 WFX 08025 E-20 l 25 20 30 90 120 2 08028 M10Z2 28 12,5 M12 56 35 5 21 10 19 2 WFX 08025 E l 25 25 30 90 120 2 WFX 08030 M16Z3 30 17,0 M16 63 40 5 23 10 24 3 08028 E l 28 25 30 90 120 2 08032 M16Z3 32 17,0 M16 63 40 5 23 10 24 3 08030 E l 30 25 30 90 120 3 08040 M16Z3 40 17,0 M16 63 40 5 23 10 24 3 WFX 08032 E l 32 32 30 90 120 3 08033 E l 33 32 30 90 120 308040 El403230901203Identification Details 08050 E l 50 32 30 90 120 4 WFX 08 020 M10 Z2 08063 E l 63 32 30 90 120 5 Cutter Insert Cutter Screw No. of Inserts are not included. Series Size Diameter Size Teeth Body - WFXM_E, Medium Pitch H5 Cat. No. Stock ØDc Dimensions (mm)ØDsl1l2 L No. ofTeeth WFXM 08025 E l 25 25 30 90 120 3WFXM08032 El323230901204Inserts 08040 E l 40 32 30 90 120 4 Fig. 1 Fig. 2 8,0 08050 E l 50 32 30 90 120 5 Wiper Insert 08063 E l 63 32 30 90 120 6 Inserts are not included. 8,0 3,175 R0,83,3 3,175 Application Coated Carbide Carbide DLC Identification Details High Speed / Light cut P K MS KN N General Purpose PM PM K MS MS N WFX M 08 025 E Roughing PM PM K MS Radius Cutter M: Medium Insert Cutter EndmillSeriesSizeDiameterType Cat. No. Fig. SOMT 080304 PZER L – – 0,4 1 080308 PZER L – – 0,8 1 SOMT 080304 PZER G – – 0,4 1 080308 PZER G – – 0,8 1 080312 PZER G – – 1,2 1 SOMT 080308 PZER H – – 0,8 1 080312 PZER H – – 1,2 1 Recommended Cutting Conditions SOET 080304 PZER G – – 0,4 1 080308 PZER G – – 0,8 1 ISO Work Material Hardness (HB) Cutting Speed Feed Rate DOC Grades 080312 PZER G – – 1,2 1SOET 080302 PZFR S–––––––0,21 General Steel 180~280 150-200-250 0,08-0,12-0,18 <6 ACP200ACP300 080304 PZFR S – – – – – – – 0,4 1080308 PZFR S–––––––0,81 P Soft Steel ≤180 180-250-350 0,10-0,15-0,20 <6 ACP200ACP300 XOEW 080308 PZTR W – – – – – – – – – 2 Die Steel 200~220 100-150-200 0,08-0,12-0,18 <4 ACP200ACP300 Spare Parts M Stainless Steel - 160-200-250 0,10-0,15-0,20 <6 ACM300 Screw Wrench K Cast Iron 250 100-175-250 0,10-0,15-0,20 <6 ACK200ACK300 N Non Ferrous Metal - 300-500-1000 0,10-0,15-0,20 <6 H1DL1000 BFTX0306IP 2,0 TRDR08IP Min. - Optimum - Max. H16 l = Euro stock G30/G31 Recommended Tightening Torque (N·m)