Общий каталог Sumitomo 2018 - 2019 - страница 285
Навигация
 Общий каталог Sumitomo 2012
Общий каталог Sumitomo 2012 Каталог Sumitomo резьбонарезной инструмент
Каталог Sumitomo резьбонарезной инструмент Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo инструмент для обработки канавок
Каталог Sumitomo инструмент для обработки канавок Общий каталог Sumitomo 2019 - 2020
Общий каталог Sumitomo 2019 - 2020 Каталог Sumitomo запасные части
Каталог Sumitomo запасные части- Pages 3-6_CS6_EN_web
- A 1-20 insert selection EN_web
- B 1-14 grades_EN_web
- C01-17 inserts intro pages_EN_web
- C18-56 negative inserts_EN_web
- C57-86 positive inserts_EN_web
- D 1-46 tool holders_EN_web
- E 1-24 boring bars_EN_web
- F 1-48 grooving_thread tools_EN_web
- G 1-54 milling cutters_EN_web
- H 1-48 insert type endmills_EN_web
- J 1-24 new endmills_EN_web
- J 25-50 endmills_EN_web
- K 1-46 Multi-Drills_EN_web
- K 47-76 Multi-Drills_EN_web
- L 1-28 cbn_pcd grades_EN_web
- M 1-34 cbn_pcd inserts_EN_web
- M 35-56 SHM tools_EN_web
- N1-24 technical guidance_EN_web
- P 1-8 spare parts_neu_EN_web
- P 9-22 index_notes_EN_web
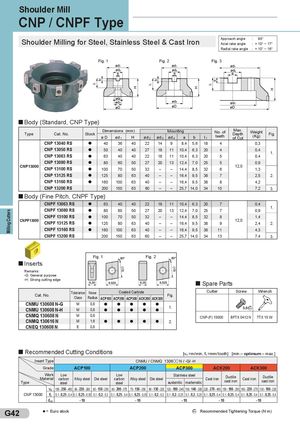
Milling Cutters Shoulder Mill CNP / CNPF Type Shoulder Milling for Steel, Stainless Steel & Cast Iron Approach angle : 90°Axial rake angle:+ 10° ~ 17° Radial rake angle : + 10° ~ 16° Fig. 1 Fig. 2 Fig. 3 Body (Standard, CNP Type) Type Cat. No. Dimensions (mm)StockøDød 1H Mountingød 2ød 3ød 4a b l1 No. ofteeth Max.Depthof Cut Weight(Kg) Fig. CNP 13040 RS l 40 36 40 22 14 9 8,4 5,6 18 4 0,3 CNP 13050 RS l 50 40 40 27 18 11 10,4 6,3 20 4 0,4 1. CNP 13063 RS l 63 40 40 22 18 11 10,4 6,3 20 5 0,4 CNP 13080 RS l 80 60 50 27 20 13 12,4 7,0 25 5 0,9 CNP13000 CNP 13100 RS l 100 70 50 32 – – 14,4 8,5 32 6 12,0 1,3 CNP 13125 RS l 125 80 63 40 – – 16,4 9,5 38 7 2,5 2. CNP 13160 RS l 160 100 63 40 – – 16,4 9,5 38 8 4,2 CNP 13200 RS 200 150 63 60 – – 25,7 14,0 34 10 7,2 3. Body (Fine Pitch, CNPF Type) CNPF 13063 RS l 63 40 40 22 18 11 10,4 6,3 20 7 0,4 CNPF 13080 RS l 80 60 50 27 20 13 12,4 7,0 25 7 1.0,9 CNPF 13100 RS l 100 70 50 32 – – 14,4 8,5 32 8 1,4 CNPF13000 CNPF 13125 RS l 125 80 63 40 – – 16,4 9,5 38 9 12,0 2,4 2. CNPF 13160 RS l 160 100 63 40 – – 16,4 9,5 38 11 4,3 CNPF 13200 RS 200 150 63 60 – – 25,7 14,0 34 13 7,4 3. Fig. 1 Fig. 2 Inserts Remarks: -G: General purpose -H: Strong cutting edge Spare Parts Cat. No. Tolerance Nose Coated CarbideClassRadiusACP100ACP200ACP300ACK200ACK300Fig. Cutter Screw Wrench CNMU 130608 N-GCNMU 130608 N-H M 0,8 l l l l lM0,8lllll 1. 3,0 CNMQ 130608 N M 0,8 CNP-(F) 13000 BFTX 0412 N TTX 15 W CNMQ 130616 N M 1,6 l l l l l 2. CNEQ 130608 N E 0,8 Recommended Cutting Conditions [vc =m/ min, f t =mm/ tooth] [min.– optimum – max.] Insert Type CNMU / CNMQ 1306 N / -G/ -H Grade ACP100 ACP200 ACP300 ACK200 ACK300 Type Work LowMaterialcarbonAlloy steel Die steelsteel Lowcarbonsteel Stainless steelAlloy steelDie steelCast ironausteniticmartensiticDuctilecast ironCast ironDuctilecast iron vc 100 – 250 – 400 80 – 220 – 280 80 – 150 – 250 80 – 200 – 370 70 – 150 – 250 60 – 130 – 220 120 – 180 – 240 100 – 140 – 200 220 – 270 – 450 150 – 180 – 250 180 – 220 – 270 130 – 160 – 220 CNP 13000 ft 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,35 0,1 – 0,2 – 0,3 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,35 0,1 – 0,2 – 0,3 0,1 – 0,2 – 0,25 0,1 – 0,2 – 0,25 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 0,1 – 0,25 – 0,4 doc ~ 10 ~ 10 ~ 10 ~ 10 ~ 10 G42 l= Euro stock Recommended Tightening Torque (N·m)