Каталог Sumitomo модульные фрезерные системы - страница 6
Навигация
 Каталог Sumitomo токарные резцы (державки) для наружного точения
Каталог Sumitomo токарные резцы (державки) для наружного точения Каталог Sumitomo специальные торцевые фрезы
Каталог Sumitomo специальные торцевые фрезы Каталог Sumitomo пластины с алмазными вставками Sumidia
Каталог Sumitomo пластины с алмазными вставками Sumidia Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal
Каталог Sumitomo пластины с режущей кромкой-моноалмаз Sumicristal Каталог Sumitomo твердосплавные пластины
Каталог Sumitomo твердосплавные пластины Техническая информация Sumitomo
Техническая информация Sumitomo- H001
- H002
- H003
- H004
- H005
- H006
- H007
- H008
- H009
- H010
- H011
- H012
- H013
- H014
- H015
- H016
- H017
- H018
- H019
- H020
- H021
- H022
- H023
- H024
- H025
- H026
- H027
- H028
- H029
- H030
- H031
- H032
- H033
- H034
- H035
- H036
- H037
- H038
- H039
- H040
- H041
- H042
- H043
- H044
- H045
- H046
- H047
- H048
- H049
- H050
- H051
- H052
- H053
- H054
- H055
- H056
- H057
- H058
- H059
- H060
- H061
- H062
- H063
- H064
- H065
- H066
- H067
- H068
- H069
- H070
- H071
- H072
- H073
- H074
- H075
- H076
- H077
- H078
- H079
- H080
- H081
- H082
- H083
- H084
- H085
- H086
- H087
- H088
- H089
- H090
- H091
- H092
- H093
- H094
- H095
- H096
- H097
- H098
- H099
- H100
- H101
- H102
- H103
- H104
- H105
- H106
- H107
- H108
- H109
- H110
- H111
- H112
- H113
- H114
- H115
- H116
- H117
- H118
- H119
- H120
- H121
- H122
- H123
- H124
- H125
- H126
- H127
- H128
- H129
- H130
- H131
- H132
- H133
- H134
- H135
- H136
- H137
- H138
- H139
- H140
- H141
- H142
- H143
- H144
- H145
- H146
- H147
- H148
- H149
- H150
- H151
- H152
- H153
- H154
- H155
- H156
- H157
- H158
- H159
- H160
- H161
- H162
- H163
- H164
- H165
- H166
- H167
- H168
- H169
- H170
- H171
- H172
- H173
- H174
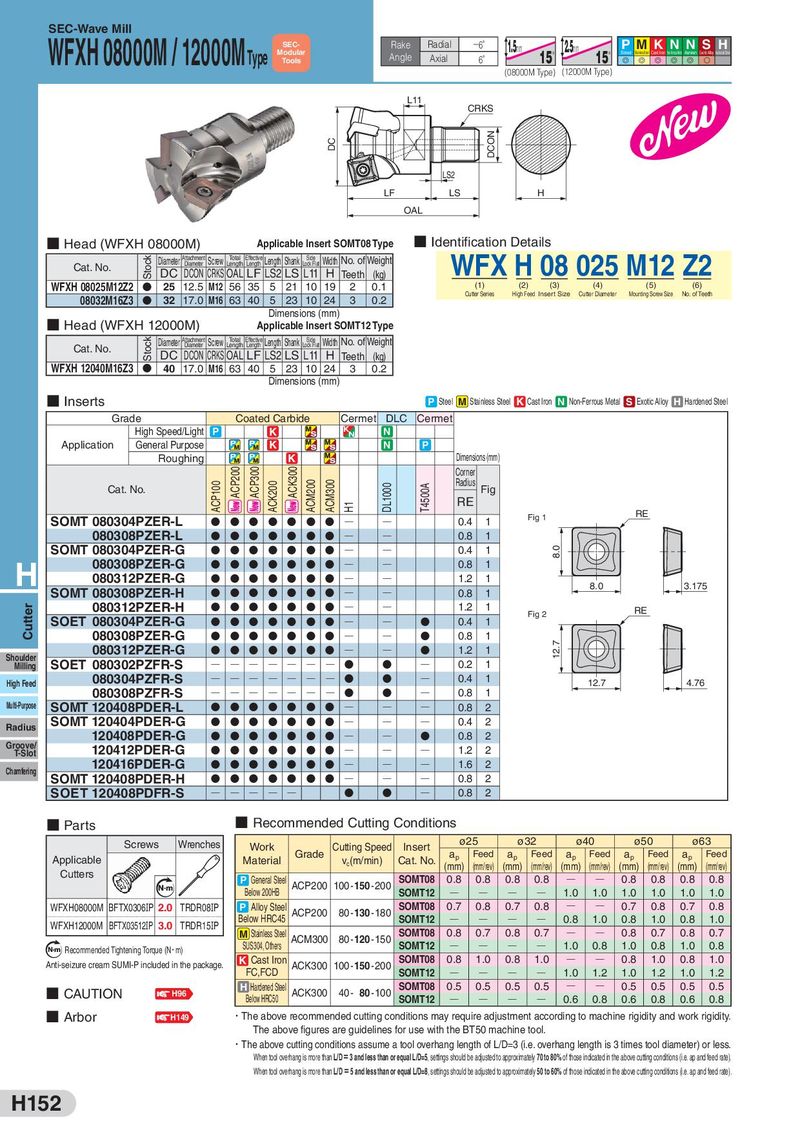
SEC-Wave Mill WFXH 08000M / 12000MType SEC- Rake Radial −6° 1.5mm 15° 2.5mm P M K N N SH Modular Angle Axial 15° Steel Stainless Steel Cast Iron Non-Ferrous Metal Aluminum Exotic Alloy Hardened Steel Tools 6° G G G G G S (08000M Type) (12000M Type) L11 CRKS DC DCON LS2 LF LS H OAL ■ Head (WFXH 08000M) Applicable Insert SOMT08 Type ■ Identification Details Stock Diameter Attachment Screw Total Effective Length Shank Side Width No. of Weight WFX H 08 025 M12 Z2 Diameter Length Length Lock Flat Cat. No. DC DCON CRKS OAL LF LS2 LS L11 H Teeth (kg) WFXH 08025M12Z2 D 25 12.5 M12 56 35 5 21 10 19 2 0.1 (1) (2) (3) (4) (5) (6) 08032M16Z3 D 32 17.0 M16 63 40 5 23 10 24 3 0.2 Cutter Series High Feed Insert Size Cutter Diameter Mounting Screw Size No. of Teeth Dimensions (mm) ■ Head (WFXH 12000M) Applicable Insert SOMT12 Type Stock Diameter Attachment Screw Total Effective Length Shank Side Width No. of Weight Diameter Length Length Lock Flat Cat. No. DC DCON CRKS OAL LF LS2 LS L11 H Teeth (kg) WFXH 12040M16Z3 D 40 17.0 M16 63 40 5 23 10 24 3 0.2 Dimensions (mm) ■ Inserts P Steel M Stainless Steel K Cast Iron N Non-Ferrous Metal S Exotic Alloy H Hardened Steel Grade Coated Carbide Cermet DLC Cermet High Speed/Light P K N Application General Purpose K N P Roughing K Dimensions (mm) ACP200 ACP300 ACK300 Corner Cat. No. ACP100 ACK200 ACM200 ACM300 DL1000 T4500A Radius Fig H1 RE SOMT 080304PZER-L D D D D D D D Q Q 0.4 1 Fig 1 RE 080308PZER-L D D D D D D D Q Q 0.8 1 SOMT 080304PZER-G D D D D D D D Q Q 0.4 1 8.0 H 080308PZER-G D D D D D D D Q Q 0.8 1 080312PZER-G D D D D D D D Q Q 1.2 1 8.0 3.175 SOMT 080308PZER-H D D D D D D D Q Q 0.8 1 Cutter 080312PZER-H D D D D D D D Q Q 1.2 1 Fig 2 RE SOET 080304PZER-G D D D D D D D Q Q D 0.4 1 080308PZER-G D D D D D D D Q Q D 0.8 1 12.7 Shoulder 080312PZER-G D D D D D D D Q Q D 1.2 1 Milling SOET 080302PZFR-S Q Q Q Q Q Q Q D D Q 0.2 1 High Feed 080304PZFR-S Q Q Q Q Q Q Q D D Q 0.4 1 12.7 4.76 080308PZFR-S Q Q Q Q Q Q Q D D Q 0.8 1 Multi-Purpose SOMT 120408PDER-L D D D D D D D Q Q Q 0.8 2 Radius SOMT 120404PDER-G D D D D D D D Q Q Q 0.4 2 120408PDER-G D D D D D D D Q Q D 0.8 2 Groove/ 120412PDER-G D D D D D D D Q Q Q 1.2 2 T-Slot Chamfering 120416PDER-G D D D D D D D Q Q Q 1.6 2 SOMT 120408PDER-H D D D D D D D Q Q Q 0.8 2 SOET 120408PDFR-S Q Q Q Q Q D D Q 0.8 2 ■ Parts ■ Recommended Cutting Conditions Screws Wrenches Work Cutting Speed Insert ø25 ø32 ø40 ø50 ø63 Applicable Material Grade vc(m/min) Cat. No. ap Feed ap Feed ap Feed ap Feed ap Feed Cutters (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) (mm) (mm/rev) P General Steel ACP200 100-150-200 SOMT08 0.8 0.8 0.8 0.8 Q Q 0.8 0.8 0.8 0.8 Nm Below 200HB SOMT12 Q Q Q Q 1.0 1.0 1.0 1.0 1.0 1.0 WFXH08000M BFTX0306IP 2.0 TRDR08IP P Alloy Steel ACP200 80-130-180 SOMT08 0.7 0.8 0.7 0.8 Q Q 0.7 0.8 0.7 0.8 WFXH12000M BFTX03512IP 3.0 TRDR15IP Below HRC45 SOMT12 Q Q Q Q 0.8 1.0 0.8 1.0 0.8 1.0 M Stainless Steel ACM300 80-120-150 SOMT08 0.8 0.7 0.8 0.7 Q Q 0.8 0.7 0.8 0.7 N m Recommended Tightening Torque (N・m) SUS304, Others SOMT12 Q Q Q Q 1.0 0.8 1.0 0.8 1.0 0.8 Anti-seizure cream SUMI-P included in the package. K Cast Iron ACK300 100-150-200 SOMT08 0.8 1.0 0.8 1.0 Q Q 0.8 1.0 0.8 1.0 FC,FCD SOMT12 Q Q Q Q 1.0 1.2 1.0 1.2 1.0 1.2 ■ CAUTION H96 H Hardened Steel ACK300 40- 80-100 SOMT08 0.5 0.5 0.5 0.5 Q Q 0.5 0.5 0.5 0.5 Below HRC50 SOMT12 Q Q Q Q 0.6 0.8 0.6 0.8 0.6 0.8 ■ Arbor H149 ・The above recommended cutting conditions may require adjustment according to machine rigidity and work rigidity. The above figures are guidelines for use with the BT50 machine tool. ・The above cutting conditions assume a tool overhang length of L/D=3 (i.e. overhang length is 3 times tool diameter) or less. When tool overhang is more than L/D = 3 and less than or equal L/D=5, settings should be adjusted to approximately 70 to 80% of those indicated in the above cutting conditions (i.e. ap and feed rate). When tool overhang is more than L/D = 5 and less than or equal L/D=8, settings should be adjusted to approximately 50 to 60% of those indicated in the above cutting conditions (i.e. ap and feed rate). H152